
Cómo utilizar la Multi Jet Fusion para piezas funcionales impresas en 3D
Crear prototipos duraderos y piezas finales con la tecnología de fabricación con aditivos de HP
El gigante tecnológico HP ha desarrollado y lanzado la Multi Jet Fusion (MJF), una tecnología de impresión 3D industrial que produce con rapidez y precisión prototipos funcionales y piezas finales para distintos usos. Protolabs fue una de las plantas de pruebas de este proceso de fabricación con aditivos gracias a su experiencia en impresión 3D industrial y, recientemente, ha incluido impresoras HP Jet Fusion 3D 4200 a su gama de herramientas de fabricación. A la hora de diseñar para MJF debe tener en cuenta varias cuestiones que exponemos a continuación.
Similitudes con el SLS
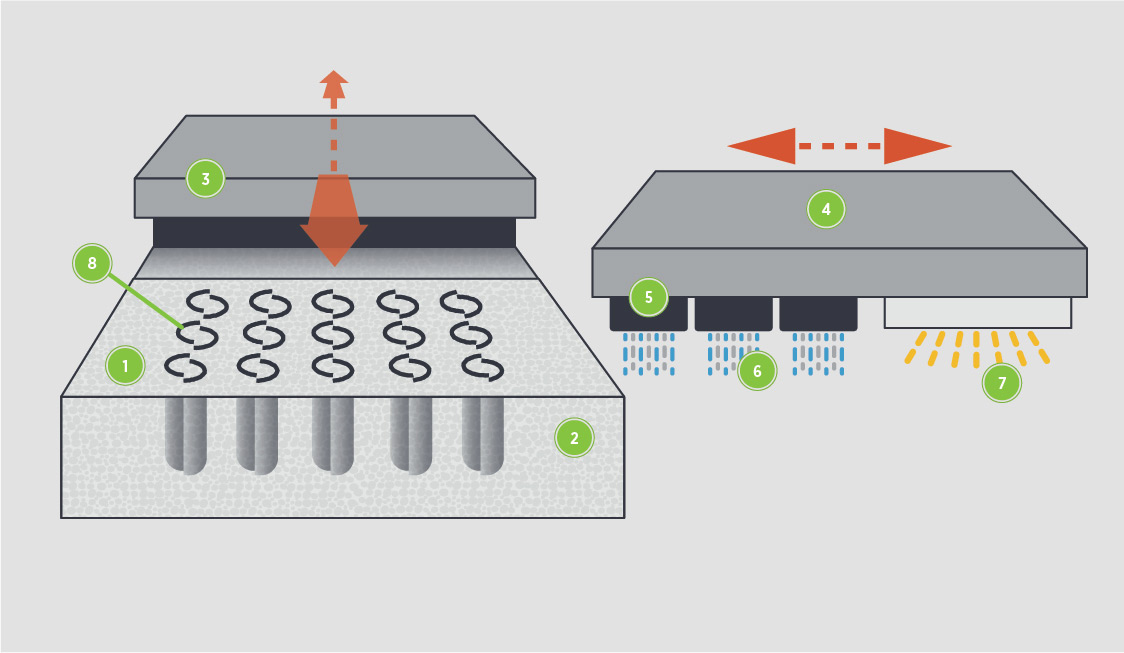
Si está familiarizado con los principios de diseño del sinterizado selectivo por láser (SLS), ya está a punto de dominar la Multi Jet Fusion (MJF). Ambas son tecnologías de impresión 3D sobre un lecho de polvo, utilizando una cámara térmica cuyo espacio puede dedicarse por completo a la fabricación de las piezas, ya que, a diferencia de otros procesos de impresión 3D, no son necesarias estructuras de soporte. En lugar de utilizar un láser para fusionar capas de polvo individuales como en el SLS, la MJF usa un elemento térmico infrarrojo en combinación con agentes exclusivos de fusión y detallado.
Independientemente del proceso de fabricación propiamente dicho, la MJF produce morfologías detalladas y propiedades materiales isotrópicas más consistentes, resultando adecuada para pequeñas cantidades de piezas complejas como soportes y clips, ensamblajes mecánicos, carcasas de componentes, y plantillas de guías y accesorios precisos y duraderos.
En qué se diferencia la Multi Jet Fusion
- Resolución: La Multi Jet Fusion (MJF) imprime en capas de 80 micras de espesor y permite un tamaño mínimo de morfología de 0,5 mm. Es más delgado que los 0,75 mm producidos por el SLS, pero los detalles de las piezas producidas con MJF tienen una gama de tamaños más variable, con tolerancias previstas de +/-0,25 mm +/-0,002 mm/mm (en comparación con los 0,2mm +/-0,002 mm/mm del SLS). Tenga en cuenta que esas tolerancias variarán en función del tamaño y la geometría de la pieza, por lo que debe prestar especial atención en aquellos diseños que requieran una holgura ajustada, como carcasas o piezas con múltiples acoples en un ensamblaje.
- Tamaño de pieza: El espacio de construcción máximo de la MJF es de 284 mm por 380 mm por 380 mm, es decir, es algo más pequeño que el de 676 mm por 367 mm por 564 mm disponible en el SLS. Esto significa que las dimensiones máximas de una pieza individual creada con MJF no pueden superar los 264 mm por 343 mm por 348 mm, aunque es lo bastante grande para muchas piezas impresas en 3D.
- Materiales: Dado que en la actualidad la MJF solo imprime con nylon 12 sin rellenar (PA12), el SLS tiene una ligera ventaja en términos de materiales y colores disponibles (por ahora). Sin embargo, el nylon 12 ofrece un abanico de propiedades mecánicas o térmicas que suelen ser necesarias en las piezas funcionales y en los productos terminados. En Protolabs, aplicamos un colorante negro en el gris de las piezas MJF y le recomendamos un ligero granallado tanto para las piezas de MJF como para las de SLS.
En un vistazo: MJF vs. SLS
| Multi Jet Fusion | Sinterizado selectivo por láser |
|---|---|
| Resolución de morfología mínima más fina | Mejor precisión de morfologías pequeñas (tolerancias de morfologías pequeñas) |
|
Necesita tinte negro para un color consistente |
Color de superficie más consistente sin operaciones secundarias |
| Nuevo proceso con un tiempo de construcción acelerado | Proceso consolidado con un tiempo de construcción más largo |
| Propiedades mecánicas isotrópicas más consistentes en la dirección de construcción Z en comparación con otros procesos de fabricación con aditivos. | Mayor selección de materiales, incluidos materiales con relleno y especiales |
| Rugosidad de superficie mejorada | Espacio de construcción disponible más amplio |

Piezas más fuertes, proceso más rápido
También es importante tener en cuenta aquellos puntos en los que la MJF destaca. Para empezar, la MJF construye piezas fuertes, con resistencia a la tracción (carga máxima: XY y Z 48 MPa/6,960 psi con el método ASTM D638) por encima de lo que es posible con el SLS. Y lo que es más importante, la MJF produce propiedades mecánicas más consistentes en cada dirección de la geometría de la pieza (mucho más que otras impresoras a base de polvo), un factor especialmente interesante en diseños complejos multifacetados que requieren resistencia y fiabilidad en todos los puntos de la pieza. Así pues, aunque la MJF es algo menos precisa que la SLS en morfologías de piezas pequeñas, esas morfologías resultarán más robustas.
La MJF también es mucho más rápida que los procesos que compiten con ella. En lugar de trazar cada detalle individual en una capa de construcción, la MJF escanea toda la superficie en cada pasada a una velocidad constante, independientemente de cuántas piezas haya en esa capa (igual que hace una impresora láser para imprimir cada página de un documento). Dependiendo de lo que se esté imprimiendo en 3D, esta técnica permite velocidades de construcción varias veces superiores a las de las tecnologías competidoras, incluso para cantidades mayores. Para entender cómo puede influir esto en su proyecto, solo tiene que cargar el archivo CAD para comparar el plazo de entrega y precio previstos con otros servicios de impresión 3D o mecanizado de Protolabs.

Elementos de diseño que hay que tener en cuenta
Muchos de los principios de diseño que se aplican al SLS e, incluso, a las piezas moldeadas por inyección, sirven también para la MJF:
- Las superficies de paredes finas o grandes y planas deben reforzarse con nervaduras o refuerzos y los orificios deben ir rodeados de protuberancias elevadas siempre que sea posible.
- El texto en relieve y los elementos decorativos de la pieza menores de 0,020 pulgadas (0,5 mm) podrían no resistir un posprocesado secundario. Revise el análisis de las posibilidades de fabricación del diseño que se adjunta al presupuesto de su pieza, ya que en él encontrará información detallada.
- Los espesores de pared ideales oscilan entre 2,5 y 12,7 mm. Espesores superiores o inferiores a estos pueden afectar a las tolerancias de la pieza.
- La MJF obtiene excelentes resultados en ensamblajes, bisagras flexibles, cierres a presión y ejes de bisagras.
- Como en cualquier proceso de impresión 3D, la MJF produce algunos «escalones» en los ángulos oblicuos. Las superficies estéticas deben identificarse claramente en el plano de la pieza o digitalmente en la información de fabricación del producto (PMI) para que Protolabs intente orientar las piezas del modo adecuado en la cámara de construcción.
- Protolabs puede instalar inserciones roscadas y casquillos metálicos en piezas de MJF mediante encastrado térmico. Además de teñir las piezas de negro, también se ofrece la aplicación de imprimación.
¿Le suena de algo? Como mencionamos al principio de esta sugerencia de diseño, la MJF es similar en muchos aspectos a otras tecnologías de fabricación con aditivos, ofreciendo una calidad de pieza predecible y con unas normas de diseño fáciles de comprender. En lo que se diferencia es en su capacidad exclusiva para fabricar piezas precisas con propiedades mecánicas isotrópicas y, en muchos casos, hacerlo con mayor rapidez que otros métodos de impresión 3D. En conjunto, estas cualidades pueden llevar a la MJF a modificar el escenario de la fabricación con aditivos.
Aunque en este momento la oferta de la MFJ se limita al nylon PA12, Protolabs y HP están investigando otros materiales, incluido nylonignífugo y relleno de vidrio, elastómeros y diferentes colores en una misma construcción. Este puede ser un buen momento para descubrir qué papel puede representar la MJF en sus proyectos de desarrollo de piezas actuales y futuros.
Como siempre, puede ponerse en contacto con uno de nuestros ingenieros de productos para cualquier cuestión a través del +34 932 711 332 o [email protected].