





Come utilizzare Multi Jet Fusion per realizzare pezzi funzionali con stampa 3D
Creare prototipi durevoli e pezzi da produzione con la tecnologia di fabbricazione additiva di HP
HP, azienda leader nel campo dell'innovazione tecnologica, ha sviluppato Multi Jet Fusion (MJF), una tecnologia di stampa 3D industriale in grado di realizzare con rapidità e precisione prototipi funzionali e pezzi destinati all’utenza finale per una varietà di applicazioni. Protolabs ha innanzi tutto preso parte alla fase di sperimentazione preliminare di questo processo di fabbricazione additiva in virtù della sua esperienza nel campo della stampa 3D industriale, per poi aggiungere le stampanti HP Jet Fusion 3D 4200 alla propria gamma di stampanti. L’articolo si concentra su una serie di importanti considerazioni che è bene tenere a mente nella fase di progettazione di pezzi destinati a MJF.
Punti comuni con la SLS
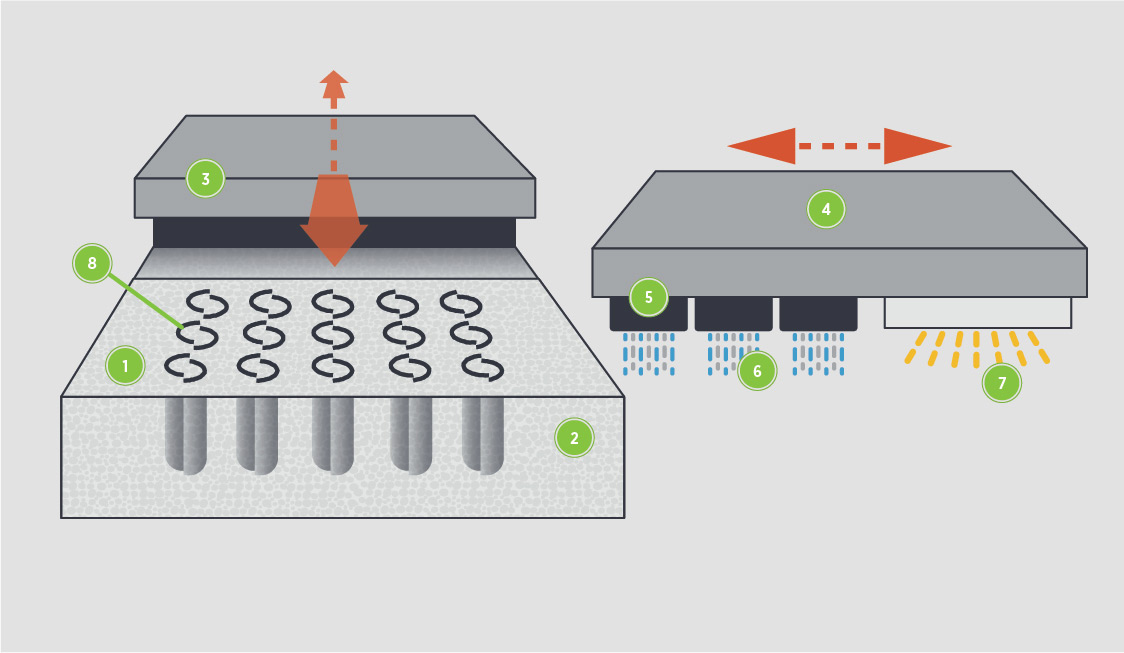
Chi ha già familiarità con i principi di progettazione della Sinterizzazione laser selettiva (SLS) è già sulla buona strada per diventare un esperto di MJF. Entrambi i processi di stampa tridimensionale sono infatti basati sulla fusione a letto di polvere mediante una camera riscaldata, la quale può essere interamente adoperata per la produzione di componenti; non occorre utilizzare supporti, a differenza di altri processi di stampa 3D. Se la SLS si avvale di un laser per fondere i singoli strati di polvere, MJF utilizza un sistema di riscaldamento a infrarossi associato ad agenti di fusione e di dettaglio.
Indipendentemente dall’effettivo processo di fabbricazione adoperato, Multi Jet Fusion permette di ottenere dettagli di piccole dimensioni e proprietà isotrope più affidabili dei materiali, ed è adatto alla produzione di pezzi complessi in volumi ridotti quali staffe, clip, assemblaggi meccanici, alloggiamenti per componenti, maschere e dispositivi di fissaggio durevoli e di precisione.
Perché MJF è diverso
- Risoluzione: MJF stampa in strati con spessore di 80 micron e offre una dimensione minima del dettaglio pari a 0,5 mm, inferiore rispetto agli 0,75 mm possibili con la SLS. I dettagli dei pezzi realizzati con MJF presentano inoltre un maggiore grado di variabilità, con tolleranza di +/-0.25mm +/-0.002 mm/mm vs. 0.2mm +/- 0.002 mm/mm offerti dalla SLS. Notare però che tali tolleranze potranno variare in base alla dimensione e alla geometria dei pezzi e si raccomanda pertanto di prestare particolare attenzione ai progetti che richiedono margini stretti, come alloggiamenti o i pezzi combacianti di un assemblaggio.
- Dimensioni del pezzo: Le dimensioni massime della tavola da lavoro per MJF (284 mm x 380 mm x 380 mm) sono lievemente inferiori rispetto a quelle disponibili con SLS (676 mm x 367mm x 564 mm). Ciò significa che le dimensioni massime dei pezzi individuali generati mediante MJF non potranno superare i 264 mm x 343 mm x 348 mm; ma è anche vero che tali dimensioni sono più che sufficienti per molti pezzi realizzati con stampa 3D.
- Materiali: Poiché attualmente MJF utilizza esclusivamente Nylon 12 (PA12) non caricato e UltrasintTM TPU-01, la SLS presenta un lieve vantaggio in termini di materiali e colori disponibili (almeno per il momento). Tuttavia, Nylon 12 offre una gamma notevole di proprietà termiche e meccaniche solitamente richieste nei pezzi funzionali e nelle applicazioni destinate all’utenza finale. In Protolabs, applichiamo un colore nero sul grigio che caratterizza i pezzi prodotti mediante MJF, suggeriamo inoltre di aggiungere una finitura perlata leggera ai pezzi realizzati con MJF o SLS; suggeriamo inoltre di aggiungere una finitura perlata leggera ai pezzi realizzati con MJF o SLS.
In breve: MJF e SLS
| Multi Jet Fusion | Sinterizzazione laser selettiva |
|---|---|
| Più elevata risoluzione dei dettagli | Migliore precisione dei dettagli di piccole dimensioni (tolleranze dei dettagli più piccoli) |
|
Necessario applicare un colore nero per ottenere una colorazione uniforme |
Colore più uniforme della superficie senza il ricorso a operazioni secondarie |
| Processo nuovo con tempo di realizzazione ridotto | Processo consolidato con tempo di realizzazione più lungo |
| Proprietà meccaniche isotrope più affidabili sull’asse Z del pezzo rispetto ad altri processi di fabbricazione additiva | Scelta di materiali più ampia, inclusi materiali specializzati e caricati |
| Rugosità superficiale migliorata | Ambiente di fabbricazione di più grandi dimensioni |

Pezzi più resistenti, processo più rapido
È importante anche considerare le aree in cui MJF eccelle. Innanzitutto, MJF permette di realizzare pezzi più resistenti, ovvero caratterizzati da una maggiore resistenza alla trazione (carico massimo: XY e Z 48 MPa) rispetto a quanto è possibile ottenere con SLS. Cosa ancora più importante, MJF produce con proprietà meccaniche più affidabili in tutte le direzioni rispetto a qualsiasi altro processo di stampa su letto di polvere. Tale fattore risulta particolarmente utile per i progetti complessi e sfaccettati, in cui resistenza e affidabilità sono requisiti indispensabili in ogni punto del pezzo. Pertanto, anche se MJF presenta livelli di precisione lievemente inferiori alla SLS nei dettagli più piccoli, questi ultimi saranno però caratterizzati da maggiore robustezza.
MJF offre anche tempi di realizzazione decisamente ridotti rispetto ai processi concorrenti. Invece di tracciare singolarmente i dettagli su ciascuno strato, MJF scansiona l’intera superficie a ogni passaggio e a velocità costante, indipendentemente dal numero di sezioni di cui è composto lo strato (analogamente al funzionamento delle stampanti laser che stampano singolarmente le pagine di un documento). A seconda del pezzo da stampare, tale caratteristica consente di accelerare notevolmente la velocità di fabbricazione rispetto alle tecnologie concorrenti, anche a fronte di maggiori quantità. Per comprendere l’impatto che ciò potrebbe avere sul tuo progetto, carica il file CAD e confronta il prezzo e il tempo di consegna indicati a quelli relativi ad altri servizi di lavorazione o stampa 3D.

Elementi di progettazione da considerare
Molti dei principi di progettazione relativi ai pezzi realizzati con SLS o stampaggio a iniezione sono pertinenti anche a MJF:
- Le superfici piatte (poco importa se con pareti grandi o sottili) dovrebbero essere rinforzate con nervature o tasselli, mentre i fori dovrebbero essere circondati con borchie in rilievo, ove possibile.
- I testi o i dettagli estetici in rilievo con dimensioni inferiori a 0,5 mm potrebbero non sopravvivere a post-trattamenti secondari. Raccomandiamo di verificare l’analisi di fattibilità fornita congiuntamente al preventivo per ulteriori informazioni.
- Le pareti dovrebbero preferibilmente avere spessore compreso tra 2,5 -3,8 mm. Valori che si allontanano sensibilmente da quelli indicati potrebbero compromettere le tolleranze.
- MJF è particolarmente efficace nella realizzazione di assemblaggi meccanici, cerniere integrali, elementi a scatto e perni di cardini.
- Analogamente ad altri processi di stampa 3D, MJF produce irregolarità sugli angoli obliqui. Le superfici ad alto valore estetico dovrebbero essere chiaramente segnalate sul disegno del pezzo o nelle informazioni di fabbricazione del prodotto (PMI), in modo che Protolabs possa tentare di adeguare l’orientamento dei pezzi nella camera di processo.
- Protolabs può installare inserti filettati e boccole metalliche con inserimento a caldo nei pezzi prodotti mediante MJF. E, oltre all’aggiunta di colore nero, è offerta anche l’applicazione di primer.
Tutto questo ti ricorda qualcosa? Come specificato all’inizio dell’articolo, MJF condivide varie caratteristiche con altre tecnologie di fabbricazione additiva, offrendo pezzi di qualità prevedibile con principi di progettazione ampiamente condivisi. La differenza sta nella capacità unica di realizzare pezzi caratterizzati da un elevato grado di precisione e con proprietà meccaniche isotrope, spesso in tempi ridotti rispetto ad altri metodi di stampa 3D. Insieme, tutti questi attributi hanno il potenziale di rendere MJF una vera e propria innovazione nel campo della fabbricazione additiva.
E, sebbene tale processo sia, al momento limitato al nylon PA12, Protolabs e HP stanno già studiando la possibilità di adoperare materiali diversi, tra cui nylon con ritardo alla fiamma e rinforzo in fibra di vetro, elastomeri e colori multipli in un unico componente. È arrivato dunque il momento di riflettere sul potenziale ruolo che MJF potrebbe assumere nei tuoi progetti di sviluppo presenti e futuri.
Come sempre, per eventuali chiarimenti è possibile contattare uno dei nostri tecnici specializzati, per qualsiasi domanda, al numero 0321 381211 o all'indirizzo [email protected].