
6 moyens de réduire les coûts d'usinage
Tenez compte de plusieurs considérations en matière de conception et de matériaux afin de réduire les dépenses d'usinage CNC
L’usinage CNC continue de s’améliorer chaque année, et par conséquent, devient de plus en plus complexe. C’est une des raisons pour lesquelles il est difficile de rester au courant des choses à faire ou ne pas faire lors de la conception d’une pièce. Mais abaisser les coûts des pièces usinées tout en améliorant leurs fonctionnalités peut toujours être obtenu par quelques ajustements simples à la conception ou au choix de matière.
Chez Protolabs, nous utilisons des logiciels automatisés pour rédiger les devis et souligner les détails qui nécessitent une réflexion pour un meilleur processus de production rapide des pièces. Ce logiciel identifie les détails qui seront très difficiles à fabriquer au premier chef (ou qui pourront l’être, mais avec des équipements supplémentaires), et soulignera également les zones où des modifications ne sont pas forcément nécessaires, mais qui peuvent améliorer la facilité d’usinage de l’ensemble ; logements, texte gravé, parois minces, poches ou trous profonds et géométries complexes.
Voici quelques conseils destinés à vous aider à concevoir des pièces usinées moins onéreuses.

1. Donner du relief aux angles des logements
Prenons l'exemple des angles d'une cavité usinée, comme l'intérieur d'une boîtier électronique ou un support servant à fixer le corps d'un composant rectangulaire. En matière de conception, une erreur commune consiste à conserver tel quel les angles vifs de l'intersection des parois verticales de ces formes de pièce. À titre d'exemple, imaginons d'usiner une boîte en acier inoxydable devant contenir un ensemble de fiches de sport. Le seul moyen d'obtenir les angles parfaitement droits nécessaires afin de ranger les informations concernant tous les membres du club consiste à faire appel à la technologie EDM, processus lent et coûteux.
Au lieu de cela, nous équiperons l'un de nos centres d'usinage de la plus petite fraise en bout disponible afin d'égaliser les angles. Sur un matériau en acier inoxydable 304, cela nécessite l'emploi d'une fraise en bout de 0,8 mm permettant d'obtenir un rayon d'angle de 0,4 mm. Il s'agit d'un angle assez vif, mais la profondeur est limitée, la longueur maximum de la plupart des fraises en bout de découpage de l'acier de cette fourchette de dimensions correspondant à cinq fois le diamètre de l'outil de coupe, ce qui est loin de faire le compte en matière de profondeur. L'usinage à l'aide d'une fraise en bout de petite dimension telle qu'un modèle de ce type est également un travail lent et délicat, ce qui augmente le coût de votre projet.

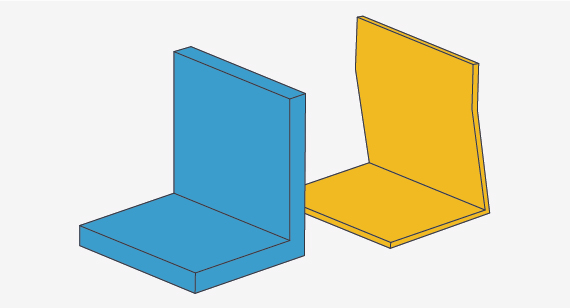
Une approche qui ménagera davantage votre budget consiste à usiner un relief dans chaque angle de la cavité. Ceci permet de supprimer ce rayon inutile pour laisser plutôt un espace en forme de U ou de C (voir l'illustration). Il est également possible d'obtenir des cavités beaucoup plus profondes. En faisant une entaille d'une largeur de 6,35 mm au niveau de chaque angle, des angles vifs d'une profondeur d'environ 32 mm peuvent être réalisés. Et en adoptant l'aluminium, voire le plastique, on obtient des profondeurs de cavités deux fois plus importantes que celles fournies par l'acier. Mais surtout, concevoir des cavités selon ce principe réduit le coût, il est possible de se servir de fraises en bout de plus grandes dimensions et d'augmenter les taux d'enlèvement de matière en conséquence.
2. Ébavurez les bords vous-même
Éviter les ruptures d’angle est une autre mesure qui concerne les rayons et diminue les coûts. Pour essayer d’éliminer les bavures et pour casser les angles aigus, les concepteurs vont souvent lisser les intersections externes avec des chanfreins ou des courbures d’angles. C’est compréhensible, et parfois nécessaire, mais cela peut aussi être cher. Protolabs propose une option d’ébavurage automatique pour les pièces métalliques, et les plastiques sont livrés tels quels, ou avec des angles aigus comme sur l’illustration. Si la conception de la pièce nécessite de casser un angle, nous devons utiliser un outil additionnel (une fraise sphérique) et usiner les coins en utilisant un déplacement de profilage 3D.
3. Évitez l'usage de texte
De même, la gravure de textes est une opération esthétique, mais demandant du temps, et il vaut mieux l’éviter si possible. Ici aussi, une fraise sphérique est utilisée pour tracer lettres, nombres ou symboles indiqués par le modèle CAO. Une belle apparence, et peut-être une exigence pour votre pièce usinée, mais probablement plus appropriée sur des pièces moulées par injection, où le temps supplémentaire d’usinage est amorti sur des grandes séries. Nos outils pour le métal, resp. plastique permettent d’obtenir une finesse de détail de 0,90 mm, resp. 0,51 mm.
Les petits diamètres d'outils ajoutent du temps d'usinage, alors pensez à enlever le texte ou les logos des prototypes usinés.
4. Attention aux parois et détails minces
La tolérance sur nos pièces standard est de +/- 0,13 mm. Si vous avez un détail de 0,5 mm ou moins, notre système automatique de devis le classera en géométrie à paroi fine, et la pièce pourra être quand même usinée, mais le résultat pourra différer un peu de votre conception d’origine. Les parois d’épaisseur inférieure à 0,51 mm sont non seulement susceptibles de se rompre pendant l’usinage, mais peuvent aussi fléchir ou se déformer par la suite. Renforcez-les dans la mesure du possible.
5. Restez simple
Les logements très profonds sont vraiment à éviter, même si les coins sont arrondis. Non seulement il faut beaucoup de temps pour enlever toute la matière, mais toute contrainte résiduelle dans la matière se révélera par des défauts lorsque les évidements sont très profonds et les parois très minces. Des goussets ou structures de support peuvent être utilisés pour renforcer ces éléments et éviter les mouvements dus aux contraintes, mais cela augmente les coûts d’usinage. Rester simple, c’est le meilleur conseil pour un fabricant ou concepteur de pièces usinées.

Le même principe s’applique à la forme générale de la pièce. N’essayez pas d’en faire plus que le strict nécessaire. Maximiser l’utilisation de la matière peut freiner l’usinage ou créer des problèmes et donc augmenter les coûts. Si la conception devient trop complexe, pensez à créer différents composants qui seront assemblés par la suite. Personne n’apprécie les coûts d’assemblage, ou la complexité apportée par des pièces multiples, mais il peut s’agir de la meilleure approche pour des pièces difficiles à usiner, si la rapidité est importante pour vous. Les surfaces sculptées, les fentes importantes (radiateurs), les trous très profonds (distributeurs hydrauliques) et les filetages sont des accélérateurs de coûts qui peuvent manger le budget de votre projet.
6. Essayez des matières alternatives
L’une des façons les plus faciles de rester dans votre budget est de passer à une matière plus facile à usiner ou moins onéreuse, à condition qu’elle réponde à vos exigences. Notre choix de matière comprend une large gamme de métaux et plastiques, chacun avec ses propres caractéristiques techniques, esthétiques, ses considérations d’usinage et son coût. Voici quelques considérations importantes pour les matières :
- L’acier inoxydable 17-4 PH est difficile à couper. Si une forte résistance mécanique ou à la corrosion n’est pas essentielle, essayez plutôt 316L ou 304.
- Le cuivre est un bon conducteur électrique, mais beaucoup plus cher que l’aluminium. L’aluminium possède une conductivité électrique d'environ 60 % de celle du cuivre, mais son poids et les réductions de coût peuvent vous pousser à le choisir.
- Lorsque la dureté est importante, l’acier 4140 peut être un bon choix, mais le 1018 est très peu onéreux et peut être facilement soumis à cémentation.
- Si vous voulez faire plaisir à un usineur, commandez-lui une pièce en laiton, un métal doux facile à fraiser et qui peut très bien présenter les propriétés mécaniques, chimiques ou conductives nécessaires à votre application.
- En ce qui concerne les plastiques, nous en avons pratiquement trois douzaines à proposer. La plupart sont relativement faciles à découper, un facteur souvent (mais pas toujours) corrélé à un coût inférieur. Certains plastiques offrent une résistance supérieure à l’usure, la corrosion ou les produits chimiques, d’autres supportent bien la chaleur ou la flamme, et d’autres encore ont une très bonne résistance mécanique ou aux chocs, ou de bonnes propriétés électriques. En général, plus la matière est tendre, plus le risque de variations dimensionnelles et de filaments est important lors du fraisage.
Vous ne savez pas quelle matière choisir ? Consultez notre liste complète de matières ou appelez l’un de nos ingénieurs d’application pour lui demander conseil.
|
Vous avez besoin de plus de 25 pièces usinées ? Réduisez le prix de votre pièce en commandant un nombre plus important de pièces dans nos matières les plus courantes, grâce à la Fabrication rapide, un service certifié AS9100. |
Lorsque vous téléchargez un modèle CAO sur notre site web, notre outil de devis calcule ce que nous sommes capables d’usiner, et ce qui présente des risques. Ses conclusions sont clairement indiquées sur le devis, ce qui vous donne une chance d’ajuster la conception des pièces si vous le désirez, et de redemander un devis. Si vous avez encore des doutes, contactez nos ingénieurs d’applications à l’adresse [email protected]