






L'esthétique dans la conception des pièces en plastique moulées par injection
L’apparence des produits que nous concevons conditionne souvent leur succès. Au-delà de l’aspect visuel, l’esthétique d’une pièce en plastique a un impact sur ses caractéristiques tactiles. Nous jugeons souvent la qualité d’un produit en nous basant sur l’impression reçue lorsqu’on le tient ou on le touche.
Dans la conception d’un produit, son apparence doit être en équilibre avec des facteurs tels que la robustesse, la durabilité, la fonction et le coût. Pour les pièces internes, on accordera à l’apparence un moindre poids qu’à d’autres caractéristiques de nature opérationnelle. Pour les pièces externes, l’aspect sera parfois une considération primordiale.
- Les enjeux de la conception
- Facteur: La géométrie de la pièce
- Facteur: Le choix du matériaux
- Facteur: La conception du moule (points d'injection, évents et rhélogie)
- Interdépendance des variables
- Tableau 1 : Problèmes d'apparence courants, causes et solutions potentielles
- Lignes de soudure
- Retassure
- ABS noir et ABS gris clair
- Nylon 66 noir
- TPE Santoprene noir (duromètre 55) et Delrin noir (Acétal)
- Modifier la géométrie de la pièce
Lors de la conception d’un produit, le traitement cosmétique d’une pièce pourra contribuer aussi bien à sa fonction qu’à son esthétique. Par exemple, la couleur d’une pièce pourra être choisie à la fois pour des raisons de sécurité et pour son attractivité. La texture d’une poignée pourra être choisie pour son apparence et aussi parce qu’elle améliore le contact et la prise.
Quatre éléments clés jouent un rôle essentiel dans l’apparence de votre pièce : la géométrie de la pièce, le choix de la matière, la conception du moule (ou de l’outil) et le paramétrage du processus de moulage par injection. Ces éléments sont interdépendants et ils interagissent également avec d’autres facteurs de conception tels que la robustesse et la durabilité. Bien que le concepteur contrôle entièrement le choix de la géométrie et de la matière, il contribue habituellement peu à la conception du moule.
D’une manière générale, il est préférable que le technicien chargé du moulage soit responsable du paramétrage du processus. Les machines de moulage par injection possèdent de nombreux paramètres qui peuvent être introduits de manière informatisée pour modifier le processus et donc les pièces produites. Soyez assurés que le technicien aura utilisé toutes ses compétences pour obtenir le processus le mieux adapté à votre pièce avant de vous remettre des échantillons. Cependant, il arrivera parfois que le technicien se concentre sur l’optimisation d’un aspect au détriment d’un autre et que ce choix ne reflète pas vos priorités (il pourra, par exemple, avoir programmé le processus pour minimiser les retassures alors que votre souci est de minimiser les bavures, ou inversement). Si l’apparence d’un échantillon de pièce vous pose un problème, une discussion avec votre fournisseur sur des solutions de compromis éventuelles pourra se révéler très utile.
Les enjeux de la conception
Premièrement, pour réaliser votre objectif en matière d’apparence, vous devez déterminer l’importance de l’aspect esthétique par rapport à d’autres facteurs tels que la robustesse, la fonction ou le coût. L’apparence est-elle primordiale ou secondaire ? En général, une meilleure apparence est associée à un coût plus élevé du moule et parfois un coût plus élevé de la pièce. Ne payez pas plus cher pour l’apparence, si elle ne fait pas de différence dans le produit fini.
Deuxièmement, vous devez bien comprendre la méthode de fabrication. Les compromis possibles diffèrent selon la matière (aluminium ou les différents aciers couramment utilisés pour les moules) et la technique de production du moule (usinage classique, EDM1 etc.). Votre fournisseur pourra vous aider à comprendre les implications de la méthode de fabrication sur votre projet.
Troisièmement, vous devez reconnaître que certains problèmes d’apparence peuvent ne se manifester que lorsque vous commencez à produire réellement une pièce. C’est d’ailleurs une des raisons pour lesquelles on réalise des prototypes en utilisant le processus de production réel, avant de lancer la fabrication en série.
Quatrièmement, vous devez reconnaître que les problèmes au niveau de l’apparence peuvent résulter de plusieurs facteurs. Nous examinerons les trois principaux facteurs à la page suivante ; tout en sachant qu’il en existe d’autres.
Facteur : La géométrie de la pièce
La géométrie d’une pièce peut affecter de nombreux aspects de son apparence. Il existe tant de géométries possibles, qu’on ne peut pas offrir de recette universelle pour obtenir de belles pièces. En suivant les règles générales2 de conception des pièces moulées par injection on améliorera souvent l’apparence d’une pièce, et en ne les suivant pas on se heurtera souvent à des problèmes à ce niveau. C’est une simple question de physique : il existe en physique des lois fondamentales qui s’appliquent à la fusion, au flux, au remplissage de l’empreinte du moule et à la solidification de la matière. La géométrie de votre pièce dicte la manière dont ces lois physiques se manifestent dans son apparence.
Facteur : Le choix de la matière
La matière que vous choisirez aura un effet considérable sur l’apparence de la pièce. Son effet le plus évident est la couleur mais, en dehors de la couleur, la matière sélectionnée aura un impact sur de nombreux autres aspects. La sélection de la matière comprend la matière de base (dont le choix est souvent limité par les fonctions de la pièce), le colorant (dont le choix est limité par la matière de base et l’apparence désirée), et la charge éventuelle (dont le choix est limité par la matière de base et la fonction de la pièce).
Parmi les matières, les meilleures candidates d’un point de vue esthétique sont l’ABS, le polycarbonate, et les mélanges ABS/Polycarbonate. D’autres sont moins évidentes, notamment l’Acétal (ex. Delrin®) et le PBT. Les matières les plus difficiles à cet égard sont toutes les matières chargées verre et le TPE (élastomère thermoplastique, ex. Santoprene™). Selon les aspects que vous jugerez les plus importants du point de vue de l’apparence (ex. retassures, uniformité de texture, bavures flash), vous pourrez peut-être remplacer la matière que vous aviez initialement choisie, par une autre matière répondant aussi à vos autres contraintes de conception. Demandez conseil à votre fournisseur de plastique ou utilisez un guide des matières3. Étant donné que vous êtes seul à connaître suffisamment vos besoins pour pouvoir prendre une décision, la plupart des personnes que vous consulterez vous offriront des conseils généraux et des paramètres de matière, mais elles vous laisseront prendre la décision finale.
Si le choix de la matière est limité, vous devrez parfois transiger sur l’apparence. Par exemple, si vous devez utiliser une matière chargée verre, ne créez pas une pièce ayant une finition de surface lisse et brillante. Une matière chargée ne donnera jamais une surface lisse et brillante. Ne gaspillez donc pas votre argent pour le polissage du moule. Vous serez déçu si vous payez plus cher pour obtenir une finition de classe A ou texturée avec un TPE comme le Santoprene. Les TPE, en effet, sont généralement peu sensibles aux finitions de moule nuancées.
Sachez que les spécifications et la standardisation des degrés de polissage du moule (ex. SPI-C1, SPI-B1, SPI-A2, microbillage) sont applicables à la surface du moule et non à la surface de la matière. L’apparence d’une pièce réalisée dans un moule ayant une finition A2 pourra être très différente selon la matière utilisée. Si vous envisagez d’essayer une nouvelle matière, demandez à votre injecteur une plaque échantillon réalisée dans votre matière ou une matière similaire (veillez à spécifier également toute matière de charge éventuelle si vous envisagez d’en utiliser une). La plaque devra présenter plusieurs finitions de moule pour vous permettre de juger, d’un point de vue esthétique, les différents résultats que l’on peut obtenir.
Facteur : La conception du moule (points d’injection, évents et rhéologie)
De nombreux problèmes de nature esthétique découlent de la conception du moule. Certains problèmes (plans de joint4 et marques d’éjecteurs, par exemple) proviennent du fait que la pièce doit sortir du moule, d’une manière ou d’une autre.
La plupart des problèmes esthétiques liés au moule sont dus au point d’injection et au flux de la matière. Le ou les parcours suivis par la matière lorsqu’elle s’écoule pour remplir le moule entre son point d’injection et l’extrémité opposée de l’empreinte (ainsi que l’évacuation de l’air par les évents du moule au fur et à mesure que la matière avance), ont un effet important sur l’apparence de la pièce.
Dans la plupart des cas, le concepteur du moule proposera l’emplacement du point d’injection et des évents, déterminant ainsi le flux de la matière. Son but est de choisir, pour les points d’injection et les évents, les emplacements qui produiront la meilleure pièce. Toutefois, comme pour tout autre aspect de la conception d’une pièce, le positionnement du point d’injection pourra impliquer des compromis. Sans votre contribution, le concepteur du moule ne peut pas connaître vos objectifs, c’est pourquoi on vous demandera d’approuver la configuration du point d’injection et des éjecteurs avant de fabriquer un moule. Si besoin est, le concepteur du moule pourra simuler le flux de solidification de la matière à l’aide d’un programme de simulation du moulage par injection5.
La matière du moule6 peut avoir plusieurs effets sur l’apparence des pièces. Avec les moules en aluminium, on ne peut pas obtenir un niveau de polissage égal à celui des moules en acier (SPI-A2 est probablement le plus haut degré de polissage possible en aluminium, ce qui est toutefois suffisant dans la plupart des cas). Les moules en aluminium ne peuvent pas supporter une pression d’injection aussi élevée que les moules en acier, c’est pourquoi certaines options de traitement ne sont pas disponibles pour les pièces ayant des géométries extrêmes. Les moules en aluminium sont plus facilement endommagés que les moules en acier, c’est pourquoi certaines finitions spéciales, (Mold- Tech®7, par exemple), ne sont pas recommandées pour l’aluminium en raison du coût et du temps de réparation en cas de dommages accidentels ou d’usure par des matières abrasives.
Interdépendance des variables
Résoudre un problème esthétique potentiel implique des choix, et les problèmes sont souvent le résultat de compromis entre plusieurs facteurs. Le tableau 1 présente certains problèmes d’apparence courants et leurs causes, ainsi que quelques solutions possibles. Parfois la résolution d’un problème en causera un autre.
Tableau 1 : Problèmes d’apparence courants, causes et solutions potentielles
| Problèmes d’apparence | Causes courantes | Solutions potentielles |
|---|---|---|
| Traces de point d'injection | Il faut bien que la matière soit injectée quelque part dans votre pièce. La zone où s'effectue cette opération portera une trace ou une imperfection au niveau du point d'injection. | Modifier le type ou l'emplacement du point d'injection. Remarque : modifier la position ou le type de point d'injection peut entraîner une configuration non-optimale et créer d'autres problèmes. |
| Retassure | Toutes les matières se contractent en refroidissant. Les zones épaisses tendent à se contracter davantage que les zones de faible épaisseur qui les entourent et à créer des dépressions visibles en surface.8 | 1. Noyautez les sections épaisses. 2. Utiliser des parois d’épaisseur uniforme. 3. Changer de matière de base pourra parfois diminuer les retassures si on ne peut pas modifier la géométrie de la pièce. |
| Marques d’éjecteurs9 | Les éjecteurs laissent toujours une marque sur la surface de la pièce. Le concepteur du moule essayera généralement d'orienter la pièce dans le moule de façon à ce que les éjecteurs entrent en contact avec une surface non apparente de cette pièce. | 1. Placer les éjecteurs au niveau d’une zone non-apparente de la pièce (pas toujours possible étant donné les contraintes générales de conception de la pièce). 2. Quand la pièce ne présente que des surfaces apparentes (une lentille en plastique, par exemple), on doit créer dans la pièce ou lui ajouter des géométries spéciales pour faciliter son éjection. 3. Les moules plus complexes pourront utiliser des méthodes telles que les plaques dévêtisseuses10 pour l'éjection des pièces. Ces méthodes coûtent beaucoup plus cher que les broches d'éjection et laissent aussi des marques. |
| Marques de trainée | Généralement causées par une dépouille insuffisante. La pièce frotte contre la paroi du moule pendant l'éjection, endommageant sa surface. | 1. Ajouter une dépouille. 2. Modifier la finition des zones affectées pour que les marques soient moins visibles. |
| Ombrage texturé | Toute imperfection (ex. légère retassure) sera accentuée sur une surface texturée. En effet, les éléments en relief de la texture projettent une ombre quand la lumière éclaire la surface de biais. | 1. Utiliser une matière de teinte plus claire si possible. 2. Corriger la cause sous-jacente de l'imperfection. 3. Supprimer la texture. 4. Ajouter des géométries (ex. texte, nervures décoratives) pour diviser la surface et masquer l'imperfection. 5. Éliminer les transitions entre parois épaisses et parois minces sous la zone texturée. |
| Lignes de soudures11 | 1. Des trous dans une pièce créeront toujours des lignes de soudure. 2. Des points d'injection multiples créeront toujours des lignes de soudure. 3. Les géométries extrêmes peuvent créer des lignes de soudure. 4. Un point d'injection unique mal positionné pourra créer une ligne de soudure. |
1. Supprimer les trous si possible. 2. Repositionner les points d'injection. 3. Utiliser le plus petit nombre possible de points d'injection. 4. Corriger les géométries causant les problèmes de flux ou nécessitant des points d'injection multiples ou un positionnement non-optimal du point d'injection. |
| Bavure12 | 1. La pression requise pour remplir complètement le moule est excessive en raison de la faible épaisseur de certaines parois ou sections, de la présence d'éléments longs et minces, de l'emplacement non-optimal du point d'injection, de la correction des retassures dans les sections épaisses, etc. 2. Certaines matières sont plus susceptibles que d'autres de créer des bavures. 3. Les plans de joint très complexes peuvent ne pas se fermer correctement. |
1. Corriger les causes sous-jacentes nécessitant une pression d'injection excessive. 2. Utiliser une autre matière moins susceptible de créer des bavures. 3. Simplifier le design pour permettre une simplification du plan de joint. |
| Brûlures | La température de bulles d'air bloquées au fond d'une section fermée peut augmenter rapidement sous l'effet de la compression par la matière entrant sous pression. Ceci peut faire apparaître des zones brûlées inesthétiques. Certaines matières (ex. le nylon) brûlent plus facilement que d'autres. | 1. Autoriser le concepteur du moule à ajouter les évents nécessaires à l'échappement des gaz. Cette solution pourra créer des imperfections similaires aux marques d'éjecteurs. 2. Utiliser une autre matière moins susceptible de brûler. 3. Modifier le design pour supprimer les sections fermées qui emprisonnent les gaz. |
| Couleur non uniforme | 1. Couleurs personnalisées créées en ajoutant des colorants. 2. Plus rarement, problème de traitement. |
1. Se procurer des matières pré mélangées.13 2. Corriger les problèmes de design causant les problèmes de traitement. |

L'interdépendance des variables dans la solution des problèmes d'apparence est plus facile à démontrer par des exemples.
Exemple: Lignes de soudure
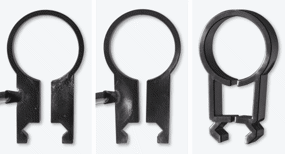
Se reporter à la Figure 1. Elle représente une section de couvercle pour un appareil grand public. L'extérieur du couvercle est texturé par microbillage moyen. Le concepteur du moule a choisi d'utiliser deux points d'injection latéraux (situés du côté opposé non apparent de la pièce). Il pensait en effet que la pièce serait difficile à remplir du fait de sa largeur importante et de sa faible épaisseur avec quelques sections plus épaisses. L'emplacement des points d'injection a été choisi pour masquer les traces d'injection.
On peut voir sur la photo une ligne de soudure dans la zone texturée. Elle a été éclairée pour accentuer le problème La ligne de soudure proprement dite (ligne verticale au milieu) est visible sous cet éclairage, mais le principal problème concerne la texture. Les fronts refroidissants des flux de matière ne sont pas aussi bien forcés dans la texture de la surface du moule que la matière plus chaude arrivant par derrière. La pièce étant de faible épaisseur refroidit rapidement et le technicien de moulage ne peut pas remplir la pièce tout en obtenant une apparence uniforme de la texture. Il en résulte une différence visible de l'apparence de la texture à proximité de la ligne de soudure.
Il existait plusieurs possibilités pour atténuer ce problème. Un point d'injection latéral unique éliminerait la ligne de soudure à cet endroit, mais rendrait le remplissage de la pièce problématique. La pièce pourrait être rendue plus épaisse pour permettre un point d'injection latéral unique, mais cette solution augmenterait le poids et les coûts, et elle impliquerait un temps d'étude supplémentaire pour modifier le design, ainsi que d'éventuels problèmes de compatibilité avec les pièces adjacentes. Les points d'injection pourraient avoir été rapprochés de la zone affectée afin que la zone refroidie de rencontre des flux puisse être repoussée par le front de flux, mais cette solution aurait créé des traces de point d'injection dans des zones apparentes.

Dans le cas présenté ici, le client a travaillé avec un concepteur de moules et a choisi d'utiliser un point d'injection par buse chaude au centre de la pièce. Un point d'injection par buse chaude injecte directement la résine dans la pièce par la moitié A du moule (c.-à-d. sans carotte ni canaux d'alimentation), laissant une trace minime (Voir à la Figure 2 un grosplan de la trace du point d'injection). Il crée, en outre, un léger voile autour de la buse (à peine visible à la Figure 2, une zone d'environ 1 mm de diamètre, et à la Figure 3). Le repositionnement du point d'injection était un compromis entre la trace de la buse chaude (raison pour laquelle cette solution n'avait pas été essayée initialement) et l'élimination de la ligne de soudure.

Exemple: Retassure
La Figure 4 présente un autre exemple de problème offrant plusieurs solutions possibles. Elle montre une retassure importante sur une pièce apparente. En retournant la pièce, on découvre la raison de cette retassure : une pièce ayant des parois de faible épaisseur qui comporte un bossage massif de grande taille (Figure 5). Lorsque la matière du bossage s'est solidifiée à l'extérieur, son centre s'est contracté et a provoqué un retrait aux deux extrémités. Il en a résulté une imperfection significative au niveau de l'apparence de la pièce, que le technicien de moulage n'a pas pu corriger. La matière a aggravé le problème ; le client avait besoin d'utiliser du polycarbonate qui est une matière extrêmement rigide (il compte parmi les thermoplastiques techniques les plus rigides) et très sujet aux retassures. Les recommandations de conception pour le polycarbonate14 stipulent une épaisseur de paroi d'au moins 1 mm pour les petites pièces (et il ne s'agit pas ici d'une petite pièce) et de pas plus de 3,8 mm pour les pièces de plus grande taille. La base du bossage dépasse de beaucoup l'épaisseur recommandée pour le polycarbonate.

La solution idéale de ce problème serait de noyauter le bossage jusqu'en bas, en créant un trou suffisamment grand pour ne laisser qu'un mince tube à l'arrière de la surface apparente (dans l'idéal l'épaisseur de paroi du tube serait de 40 à 60% de l'épaisseur de la coque15). Ceci n'était pas possible dans notre cas en raison des exigences de dépouille à l'intérieur et à l'extérieur du tube. Sans dépouille extérieure, le bossage adhérerait au moule et se casserait très probablement à l'intérieur au moment de l'éjection. Sans dépouille intérieure le bossage agripperait la broche-noyau et risquerait, soit de la casser pendant l'éjection, soit de déformer la pièce en la poussant pour la séparer de la broche sans dépouille.

Un changement de matière (mélange ABS/ Polycarbonate) a été très utile (voir Figure 6). Il a éliminé pratiquement tous les problèmes de retassure. Le choix de la matière peut avoir un effet considérable sur l’apparence, et pas seulement sur les retassures.
Les Figures 7 à 12 représentent différentes matières utilisées dans le même moule (une plaque échantillon de matières) et photographiés sous un éclairage conçu pour faire ressortir les contrastes de surface. Les différentes finitions de la plaque sont les suivantes : SPI-A2 (polissage diamant grade 6), SPI-B1 (polissage papier abrasif grain 600), SPI-C1 (polissage grès 600), PM-F0 (brut d’usinage), PM-F1 (la plupart des traces d’outil sont éliminées), PM-T1 (texture par microbillage léger) et PM-T2 (texture par microbillage moyen).

Figure 7: ABS noir. La matière reproduit fidèlement les finitions du moule.

Figure 9: Nylon 66 noir. Comme l'ABS, le nylon non chargé permet de réaliser de belles pièces.

Figure 11: TPE Santoprene noir (duromètre 55). On ne voit pratiquement pas de différence entre une surface de moule ayant un degré de polissage élevé (SPI-A2) et un brut d'usinage (PM-F0).

Figure 8: ABS gris clair. Une matière de teinte claire peut souvent être utilisée pour couvrir les défauts de la surface tels qu'une texture irrégulière ou des retassures.

Figure 10: Nylon 66 noir, chargé verre 33%. Comparez avec le Nylon 66 non chargé de la Figure 9. La différence entre les finitions texturées (T1 et T2), grès (C1), et papier est beaucoup moins visible. La zone SPI-A2 présente une apparence légèrement texturée.

Figure 12: Delrin noir (Acétal). On remarque des lignes de soudure et des retassures dans la zone SPI-A2. Il est possible de produire de belles pièces en Acétal, mais les règles de conception pour cette matirèe doivent être strictement respectées.
Exemple: Modifier la géométrie de la pièce
Occasionnellement, la meilleure solution pour résoudre un problème d'apparence consiste à modifier la géométrie de la pièce. La Figure 13 représente une pièce prévue pour illustrer l'interdépendance entre tous les aspects de la conception : de la géométrie à la matière et aux paramètres de processus. Cette pièce est réalisée en Acétal qui est considéré comme une matière difficile à traiter pour obtenir de bons résultats en termes d'apparence.
La pièce d'origine présentée à la Figure 13 comporte des sections épaisses ne respectant pas les bonnes pratiques de conception des pièces en plastique. Le technicien responsable du moulage a modifié un aspect du processus (la vitesse d'injection) pour obtenir le meilleur compromis possible. Les extrêmes sont présentés en (A) et (B). En (A) la vitesse d'injection a été ralentie pour minimiser le voile au point d'injection qui produisait un effet de peau d'orange. En (B) la vitesse d'injection a été réglée plus haut pour éliminer la peau d'orange, ce qui entraîne toujours un voile au point d'injection et aggrave les retassures dans les zones épaisses. Le point d'injection et le canal chaud sont montrés à titre d'illustration. Après optimisation du processus pour obtenir la meilleure apparence possible sans compromettre les propriétés matérielles (non montré), la qualité esthétique de la pièce était toujours insuffisante, avec des marques de retassure très visibles et un voile au point d'injection.
Pour améliorer son apparence, cette pièce a été redessinée en suivant les règles fondamentales de conception des pièces en plastique. Dans cet exemple, les parois ont été redessinées avec une épaisseur uniforme dans la fourchette dimensionnelle recommandée pour l'Acétal. Le résultat est présenté à la Figure 13(C) La résolution de la photographie n'est pas suffisante pour permettre une comparaison détaillée mais le résultat final est certainement meilleur.
En résumé
L'apparence n'est que l'un des nombreux aspects à prendre en compte dans la conception d'une pièce en plastique. Elle représente toutefois un problème complexe qui touche à la couleur, la forme et la finition, et elle est affectée par le design, la matière et le processus de moulage. Elle est également subjective, ce qui ne facilite pas les choses. En raison du nombre de facteurs concernés, l'apparence finale est difficile à prévoir.
En travaillant avec Protolabs vous fournirez le design initial et serez propriétaire du produit final. Toutefois, entre le début et la fin du processus, Protolabs vous offrira une assistance que vous pourrez utiliser pour affiner ce qui deviendra le résultat final. Vous pouvez utiliser les informations fournies par Protolabs pendant les processus d'établissement de devis et de moulage pour modifier votre pièce et en affiner le design afin d'obtenir le résultat le plus esthétique possible. Le test final est naturellement le prototypage qui marque soit l'envoi du produit en production, soit son retour sur la planche à dessin pour d'autres améliorations.
1 EDM : Electro-Discharge Machining (usinage par électro-érosion). Pour la fabrication des moules, cette méthode d'usinage implique généralement l'enfonçage d'une électrode en graphite dans le moule par un procédé d'étincelage, afin de créer des géométries impossibles à former avec les procédés d'usinage traditionnels.
2 Conseils de conception généraux pour le moulage par injection. www.protolabs.com/fr-fr/services/moulage-par-injection/moulage-par-injection-de-matiere-plastique/conseils-de-conception/
3 Vous trouverez ici un guide des matières qui évalue divers thermoplastiques techniques génériques en fonction de plusieurs aspects dont certains présentent une importance du point de vue de l'apparence.
4 L'endroit où les différentes parties d'un moule se joignent. Généralement, une fine ligne est créée sur la pièce à cet endroit.
5 Voir, par exemple, ProtoFlow.
6 D'autres matières (RTV par exemple) sont parfois utilisées pour fabriquer des moules, mais ils ne peuvent pas supporter les pressions d'injection, et l'apparence des pièces n'est pas du tout la même que celle de pièces injectées.
7 Mold-Tech : voir mold-tech.com
8 Retassure : Lorsque le plastique se solidifie dans un moule, il durcit de l'extérieur vers l'intérieur. Dans les sections épaisses, ceci se traduit par des contraintes de retrait vers l’intérieur (en raison de la contraction) pouvant créer des dépressions (marques de retassure) dans la surface externe de la pièce. Comment éviter les retassures : voir nos conseils de conception. www.protolabs.com/fr-fr/services/moulage-par-injection/moulage-par-injection-de-matiere-plastique/conseils-de-conception/
9 Ejecteur : Broche ronde généralement montée sur la moitié B d'un moule et utilisée pour pousser la pièce hors de l'empreinte après moulage. Ces broches laissent généralement une marque circulaire sur la pièce.
10 Les plaques dévêtisseuses ne sont généralement pas disponibles pour l'outillage d'injection rapide.
11 Lignes de soudure : marques visibles sur la pièce finie à l'endroit où plusieurs fronts de flux de matière se rejoignent. Ces marques sont non seulement inesthétiques mais aussi potentiellement plus fragiles que la matière de base car les fronts se refroidissant pourront ne pas fusionner complètement.
12 Bavures : Matière forcée dans le plan de joint entre les faces des deux moitiés du moule, ou autour des surfaces de fermeture en contact et parallèles au sens d'ouverture du moule utilisées pour former des trous dans la pièce, ou encore autour des faces des tiroirs. La résine en durcissant forme de fines couches de plastiques superflues qui doivent être éliminées de la pièce finie par une opération secondaire (généralement manuelle).
13 Exemple de formulateur : Albis Plastic GmbH (albis.com)
14 Vous trouverez ici les épaisseurs de paroi minimum et maximum recommandées pour différentes matières courantes. www.protolabs.com/fr-fr/services/moulage-par-injection/moulage-par-injection-de-matiere-plastique/conseils-de-conception/
15 Vous trouverez ici des recommandations d'épaisseur de paroi uniforme. www.protolabs.com/fr-fr/services/moulage-par-injection/moulage-par-injection-de-matiere-plastique/conseils-de-conception/