Wytyczne dotyczace gwintow



|
Części gwintowane w 5 prostych krokach:
|
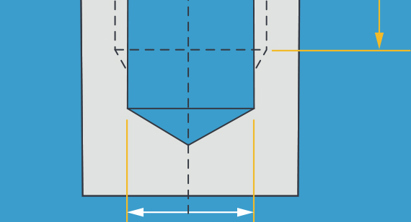
Zrozumienie głębokości gwintu: All of our threads are CNC cut using a thread mill and manually gauged during final inspection. Frezowanie gwintów jest bardziej niezawodne niż gwintowanie ręczne, ale w celu uzyskania najlepszych rezultatów głębokość gwintu jest regulowana do około 2,5-krotności średnicy gwintu (patrz maksymalna głębokość w tabeli poniżej). Nie martw się, jeśli otwór w Twojej części jest dłuższy lub krótszy, oto jak nasze oprogramowanie zaprojektuje Twój gwint: |
SZYBKIE GWINTY: |
|
Otwór nieprzelotowy <Ø×2,5Gwintowany do końca (ostatni gwint zatrzyma się około 0,25 mm od końca lub końcówki wiertła). |
 |
Otwór nieprzelotowy >Ø×2,5Pierwsza część otworu zostanie nagwintowana (do głębokości około Ø×2,5) lub patrz MAKSYMALNA GŁĘBOKOŚĆ GWINTU w poniższej tabeli). |
 |
Otwór przelotowy <Ø×2,5W całości gwintowany. |
 |
Otwór przelotowy >Ø×2,5Jeśli obie strony są dostępne, można wybrać jedną/lub obie strony:
|
 |
Otwór przelotowy >Ø×5W przypadku dłuższych otworów gwint zostanie nacięty na maksymalną możliwą głębokość (około Ø×2,5). |
 |
Wskazówka dotycząca zwiększania całkowitej głębokości gwintuDodanie pogłębienia walcowego umożliwi narzędziu do gwintowania większy zasięg. Pogłębienie walcowe lub stożkowe to także świetna funkcja projektu do montażu (DfA). |
 |
Wkładki spiralne i z blokadą kluczową
Wkładki spiralne (HELICOIL®) i z blokadą kluczową mogą zapewnić bardziej wytrzymały gwint w miękkich materiałach. Możemy obrobić gotowe gwinty, które można wybrać za pomocą naszej interaktywnej wyceny.
Dostarczymy również i zamontujemy szereg standardowych wkładek metrycznych HELICOIL® o długości gwintu 1 × średnica gwintu (D), 1,5D i 2D. Jeśli potrzebujesz dopasowanych wkładek, poinformuj nas o tym używając przycisku instrukcji specjalnych w ofercie; należy podać długość wkładki i informację o jej lokalizacji.
Inne uwagi:
Czasami elementy części lub mocowanie będą blokować narzędzia do gwintowania. Jeśli nie można nagwintować otworu, pokazujemy to, pomijając gwint w interaktywnej ofercie.
W przypadku gwintowania na częściach toczonych wystarczy modelować średnicę nominalną; nie ma potrzeby modelowania gwintów
Nasz standardowy zestaw narzędzi umożliwia niewiarygodnie szybką produkcję metodą CNC (nawet tego samego dnia), ale oznacza to również, że możemy zapewnić tylko wymienione gwinty, gwinty lewoskrętne. Średnice lub skoki, których nie wymieniono, nie są obecnie możliwe.
Możemy obsługiwać tylko modelowane gwinty większe niż M12 lub UNC ½”-13 (½” ujednolicony przebieg o 13 zwojów na cal (TPI)) lub większe – zostaną one wyfrezowane za pomocą frezu kulowego.
Nie obsługujemy formatów plików .SLT
Jaka jest minimalna głębokość gwintu? Nasze oprogramowanie rozpozna otwory gwintowane o głębokości co najmniej 1,5 x skok gwintu.
Jaka jest zalecana minimalna głębokość gwintu? Zalecana minimalna głębokość wytrzymałego gwintu to 1 x średnica dla stali i metali twardych, 2 x średnica dla stopów aluminium i metali miękkich oraz możliwie głęboka dla tworzyw sztucznych: 2,5 x Ø (zaleca się stosowanie wkładki Helicoil® w celu dalszego zwiększenia wytrzymałości i trwałości gwintu w materiałach miękkich).
Wewnętrzny rozmiar metryczny
| Skok gwintu
|
Proces | Maksymalna głębokość gwintu | Ø w CAD* | KWALIFIKOWANA Ø | Ø PRZEŚWITU | ||
|---|---|---|---|---|---|---|---|
| Frezowanie | Toczenie | MIN | MAKS | ||||
|
Wewnętrzny rozmiar metryczny: drobny lub specjalny - wszystkie wymiary w mm |
|||||||
| M1.6 x 0.35** | Miękki** | 3.00 | 1.25 | 1.22 | 1.32 | 1.65 | |
|
M2 x0.4 |
✓ | 5.08 | 1.60 | 1.57 | 1.68 | 2.05 | |
|
M2.5 x 0.45 |
✓ | 5.08 | 2.05 | 2.01 | 2.14 | 2.60 | |
|
M3 x 0.5 |
✓ | ✓ | 7.62 | 2.50 | 2.46 | 2.60 | 3.10 |
|
M3.5 x 0.6 |
✓ | ✓ | 10.16 | 2.90 | 2.85 | 3.01 | 3.60 |
|
M4 x 0.7 |
✓ | ✓ | 10.16 | 3.30 | 3.24 | 3.42 | 4.10 |
|
M5 x 0.8 |
✓ | ✓ | 15.24 / 10.16T* | 4.20 | 4.14 | 4.33 | 5.10 |
|
M6 x 1.0 |
✓ | tylko na osi | 16.51 / 12.27T* | 5.00 | 4.92 | 5.15 | 6.10 |
|
M8 x 1.25 |
✓ | tylko na osi | 16.51 / 12.27T* | 6.80 | 6.65 | 6.91 | 8.20 |
|
M10 x 1.5 |
✓ | 25.40 | 8.50 | 8.38 | 8.68 | 10.20 | |
|
M12 x 1.75 |
✓ | 25.40 | 10.20 | 10.00 | 10.44 | 12.20 | |
|
Wewnętrzny rozmiar metryczny: drobny lub specjalny - wszystkie wymiary w mm |
|||||||
|
M8 x 1.0 Drobny |
Metal *** | tylko na osi | 16.51 | 7.00 | 6.91 | 7.16 | 8.20 |
|
M10 x 1.25 Drobny |
Metal*** | tylko na osi | 25.40 | 8.75 | 8.65 | 8.91 | 10.20 |
|
M12 x 1.25 Drobny |
Metal*** | 25.40 | 10.75 | 10.65 | 10.91 | 12.20 | |
Przeszkoda wynikająca z innych cech części, obróbka wstępna lub wymagania dotyczące mocowania mogą zmniejszyć maksymalną głębokość gwintu.
* znana również jako - Ø wiertła do otworów pilotujących
Miękki** Dostępny tylko w metalach miękkich
Metalowy *** - Dostępny tylko w materiałach metalowych (zarówno twardych, jak i miękkich)
T* - Obrócony
Minimalna Ø i maksymalna Ø są granicami wykorzystywanymi przez nasze oprogramowanie do rozpoznania otworów, które mogą być gwintowane.
Maksymalna głębokość gwintu jest granicą naszych narzędzi do gwintowania, począwszy od wybranej powierzchni czołowej otworu, z wyłączeniem wszelkich sfazowań pogłębień walcowych. Twój otwór powinien być głębszy niż ta głębokość, aby było miejsce na opiłki. Nawet jeśli wykonasz głębszy otwór, tylko pierwsza część będzie gwintowana.
Rozmiar metryczny wkładki spiralnej
Standardowo wkładki spiralne nie są dostarczane
Możemy dostarczyć i zamontować wkładki spiralne do wszystkich gwintów oznaczonych #. Prosimy o zapytanie podczas wyceny przy użyciu pola tekstowego instrukcji specjalnych.
| Skok gwintu
|
Proces | Maksymalna głębokość gwintu | Ø w CAD* | KWALIFIKOWANA Ø | Ø PRZEŚWITU | ||
|---|---|---|---|---|---|---|---|
| Frezowanie | Toczenie | MIN | MAKS | ||||
|
Wewnętrzny rozmiar metryczny: standardowy lub zgrubny - wszystkie wymiary w mm |
|||||||
| M2 x 0.4 | ✓# | 5.08 | 2.14 | 2.09 | 2.14 | 2.05 | |
| M2.5 x 0.45 | ✓# | ✓# | 7.62 | 2.6 | 2.55 | 2.65 | 2.60 |
| M3 x 0.5 | ✓# | ✓# | 10.16 | 3.18 | 3.11 | 3.25 | 3.10 |
| M3.5 x 0.6 | ✓ | ✓ | 15.24 / 10.16T* | 3.7 | 3.68 | 3.79 | 3.60 |
| M4 x 0.7 | ✓# | ✓# | 15.24 / 10.16T* | 4.24 | 4.15 | 4.33 | 4.10 |
| M5 x 0.8 | ✓# | ✓# | 16.51 / 10.16T* | 5.27 | 5.17 | 5.37 | 5.10 |
| M6 x 1.0 | ✓# | tylko na osi | 16.51 / 12.7T* | 6.31 | 6.22 | 6.41 | 6.10 |
| M8 x 1.25 | ✓# | tylko na osi | 25.4 / 12.7T* | 8.38 | 8.27 | 8.48 | 8.20 |
| M10 x 1.5 | ✓# | 30.48 | 10.56 | 10.33 | 10.56 | 10.20 | |
| M12 x 1.75 | ✓# | 30.48 | 12.51 | 12.38 | 12.64 | 12.20 | |
* znana również jako - Ø wiertła do otworów pilotujących
T* - Obrócony
✓ = Dostępne gwinty: średnica zewnętrzna (na osi), średnica wewnętrzna: na osi, osiowa i promieniowa.
# = Wkładki gwintowe Helicoil® mogą być montowane na życzenie i są dostępne z długością gwintu 1 × średnica gwintu (D), 1,5D i 2D.
Metryczny rozmiar średnicy zewnętrznej
| Skok gwintu
|
Proces | Maksymalna głębokość gwintu | Ø w CAD* | KWALIFIKOWANA Ø | Ø PRZEŚWITU | ||
|---|---|---|---|---|---|---|---|
| Frezowanie | Toczenie | MIN | MAKS | ||||
|
Metryczny rozmiar średnicy zewnętrznej: standardowy lub zgrubny - wszystkie wymiary w mm |
|||||||
|
M3.5 x 0.6 |
✓ | 7 | 3.5 | 3.35 | 3.53 | 3.16 | |
|
M4 x 0.7 |
✓ | 8 | 4 | 3.84 | 4.03 | 4.10 | |
|
M5 x 0.8 |
✓ | 10 | 5 | 4.83 | 5.03 | 5.10 | |
|
M6 x 1.0 |
✓ | 12 | 6 | 5.79 | 6.02 | 6.10 | |
|
M8 x 1.25 |
✓ | 16 | 8 | 7.76 | 8.03 | 8.20 | |
|
M10 x 1.5 |
✓ | 20 | 10 | 9.73 | 10.03 | 10.20 | |
|
M12 x 1.75 |
M* | ✓ | 24 | 12 | 11.7 | 12.02 | 12.20 |
|
M14 x 2.0 |
M* | ✓ | 28 | 14 | 13.68 | 14.03 | 14.25 |
|
M16 x 2.0 |
M* | ✓ | 32 | 16 | 15.68 | 16.02 | 16.25 |
|
M20 x 2.5 |
M* | ✓ | 40 | 20 | 19.62 | 20.03 | 20.25 |
|
Metryczny rozmiar średnicy zewnętrznej: drobny lub specjalny - wszystkie wymiary w mm |
|||||||
|
M8 x 1.0 Drobny |
✓ | 16 | 8 | 7.8 | 8.03 | 8.20 | |
|
M10 x 0.75 SP |
✓ | 20 | 10 | 9.84 | 10.03 | 10.20 | |
|
M10 x 1.25 Drobny |
✓ | 20 | 10 | 9.76 | 10.03 | 10.20 | |
|
M12 x 1.25 Drobny |
✓ | 24 | 12 | 11.76 | 12.02 | 12.20 | |
|
M12 x 1.0 SP |
✓ | 24 | 12 | 11.79 | 12.02 | 12.20 | |
|
M12 x 1.5 SP |
M* | ✓ | 24 | 12 | 11.73 | 12.02 | 12.20 |
|
M14 x 1.5 Drobny |
M* | ✓ | 28 | 14 | 13.73 | 14.03 | 14.25 |
|
M15 x 1.0 SP |
M* | ✓ | 30 | 15 | 14.79 | 15.03 | 15.25 |
|
M16 x 1.5 Drobny |
M* | ✓ | 32 | 16 | 15.73 | 16.02 | 16.25 |
|
M17 x 1.0 SP |
M* | ✓ | 34 | 17 | 16.79 | 17.03 | 17.25 |
|
M18 x 1.5 Drobny |
M* | ✓ | 36 | 18 | 17.73 | 18.03 | 18.25 |
|
M20 x 1.5 Drobny |
M* | ✓ | 40 | 20 | 19.73 | 20.03 | 20.25 |
* znana również jako - Ø wiertła do otworów pilotujących
M* Na frezarce 3- lub 5-osiowej większe gwinty zewnętrzne mogą być wycinane frezem kulistym... patrz Gwinty specjalne.
Wewnętrzny rozmiar w calach
| Skok gwintu
|
Proces | Maksymalna głębokość gwintu | Ø w CAD* | KWALIFIKOWANA Ø | Ø PRZEŚWITU | ||
|---|---|---|---|---|---|---|---|
| Frezowanie | Toczenie | MIN | MAKS | ||||
|
Wewnętrzny rozmiar w calach: zunifikowany drobny UNF - wszystkie wymiary w calach |
|||||||
| #2-64 | ✓ | 0.20 | 0.072 | 0.069 | 0.075 | 0.09 | |
| #3-56 | ✓ | 0.20 | 0.083 | 0.080 | 0.084 | 0.10 | |
| #4-48 | ✓ | ✓ | 0.30 | 0.093 | 0.087 | 0.099 | 0.12 |
| #5-44 | ✓ | ✓ | 0.30 | 0.104 | 0.100 | 0.104 | 0.13 |
| #6-40 | ✓ | ✓ | 0.40 | 0.115 | 0.111 | 0.119 | 0.14 |
| #8-36 | ✓ | ✓ | 0.40 | 0.138 | 0.134 | 0.142 | 0.17 |
| #10-32 | ✓ | ✓ | 0.60 | 0.160 | 0.156 | 0.164 | 0.19 |
| #12-28 | ✓ | tylko na osi | 0.6 / 0.5T* | 0.182 | 0.177 | 0.186 | 0.22 |
| 1/4-28 | ✓ | tylko na osi | 0.65 | 0.216 | 0.211 | 0.220 | 0.26 |
| 5/16-24 | ✓ | tylko na osi | 0.65 /0.5T* | 0.272 | 0.267 | 0.277 | 0.32 |
| 3/8-24 | ✓ | tylko na osi | 1 / 0.5T* | 0.335 | 0.330 | 0.340 | 0.38 |
| 7/16-20 | ✓ | tylko na osi | 1 / 0.5T* | 0.389 | 0.383 | 0.395 | 0.44 |
| 1/2-20 | ✓ | tylko na osi | 1.2 / 0.5T* | 0.452 | 0.446 | 0.457 | 0.51 |
|
Wewnętrzny rozmiar w calach: zunifikowany zgrubny UNC - wszystkie wymiary w calach |
|||||||
| #2-56 | ✓ | 0.20 | 0.070 | 0.067 | 0.074 | 0.09 | |
| #3-48 | ✓ | 0.20 | 0.082 | 0.076 | 0.084 | 0.10 | |
| #4-40 | ✓ | ✓ | 0.30 | 0.089 | 0.085 | 0.094 | 0.12 |
| #5-40 | ✓ | ✓ | 0.30 | 0.102 | 0.098 | 0.104 | 0.13 |
| #6-32 | ✓ | ✓ | 0.40 | 0.109 | 0.105 | 0.114 | 0.14 |
| #8-32 | ✓ | ✓ | 0.40 | 0.135 | 0.130 | 0.139 | 0.17 |
| #10-24 | ✓ | 0.60 | 0.151 | 0.145 | 0.156 | 0.19 | |
| #12-24 | ✓ | tylko na osi | 0.6 / 0.5T* | 0.176 | 0.171 | 0.181 | 0.22 |
| 1/4-20 | ✓ | tylko na osi | 0.65 / 0.5T* | 0.202 | 0.196 | 0.207 | 0.26 |
| 5/16-18 | ✓ | 0.65 | 0.259 | 0.252 | 0.265 | 0.32 | |
| 3/8-16 | ✓ | 1.00 | 0.314 | 0.307 | 0.321 | 0.38 | |
| 7/16-14 | ✓ | 1.00 | 0.372 | 0.360 | 0.376 | 0.44 | |
| 1/2-13 | ✓ | 1.00 | 0.426 | 0.417 | 0.434 | 0.51 | |
* znana również jako - Ø wiertła do otworów pilotujących
T* - Obrócony
Wkładka spiralna w calach
Wkładki spiralne nie są dostarczane
| Skok gwintu
|
Proces | Maksymalna głębokość gwintu | Ø w CAD* | KWALIFIKOWANA Ø | Ø PRZEŚWITU | ||
|---|---|---|---|---|---|---|---|
| Frezowanie | Toczenie | MIN | MAXKS | ||||
|
Wkładka spiralna w calach: zunifikowany drobny UNF - wszystkie wymiary w calach |
|||||||
|
#2-64 |
✓ | ✓ | 0.30 | 0.093 | 0.089 | 0.095 | N/A |
|
#3-56 |
✓ | ✓ | 0.30 | 0.104 | 0.102 | 0.104 | N/A |
|
#4-48 |
✓ | ✓ | 0.40 | 0.120 | 0.116 | 0.123 | N/A |
|
#6-40 |
✓ | ✓ | 0.60 | 0.147 | 0.144 | 0.150 | N/A |
|
#8-36 |
✓ | ✓ | 0.60 | 0.173 | 0.170 | 0.177 | N/A |
|
#10-32 |
✓ | ✓ | 0.65 | 0.201 | 0.196 | 0.204 | N/A |
|
1/4-28 |
✓ | tylko na osi | 0.65 | 0.261 | 0.257 | 0.265 | N/A |
|
5/16-24 |
✓ | on-axis only | 1.00 | 0.325 | 0.321 | 0.329 | N/A |
|
3/8-24 |
✓ | on-axis only | 1.00 | 0.388 | 0.384 | 0.391 | N/A |
|
#7/16-20 |
✓ | on-axis only | 1.00 | 0.452 | 0.448 | 0.456 | N/A |
|
1/2-13 |
✓ | on-axis only | 1.00 | 0.426 | 0.417 | 0.434 | N/A |
|
Wkładka spiralna w calach: zunifikowany zgrubny UNC - wszystkie wymiary w calach |
|||||||
|
#2-56 |
✓ | ✓ | 0.30 | 0.091 | 0.090 | 0.096 | N/A |
|
#3-48 |
✓ | ✓ | 0.40 | 0.107 | 0.105 | 0.110 | N/A |
|
#4-40 |
✓ | ✓ | 0.40 | 0.119 | 0.117 | 0.125 | N/A |
|
#5-40 |
✓ | ✓ | 0.40 | 0.132 |
0.131 |
0.137 | N/A |
|
#6-32 |
✓ | ✓ | 0.60 | 0.147 | 0.145 | 0.153 | N/A |
|
#8-32 |
✓ | ✓ | 0.60 | 0.173 | 0.171 | 0.178 | N/A |
|
#10-24 |
✓ | tylko na osi | 0.65 | 0.201 | 0.199 | 0.208 | N/A |
|
#12-24 |
✓ | tylko na osi | 0.65 | 0.227 | 0.225 | 0.234 | N/A |
|
1/4-20 |
✓ | tylko na osi | 0.65 | 0.266 | 0.261 | 0.270 | N/A |
|
5/16-18 |
✓ | 1.00 | 0.332 | 0.324 | 0.334 | N/A | |
|
3/8-16 |
✓ | 1.20 | 0.397 | 0.389 | 0.399 | N/A | |
|
7/16-14 |
✓ | 1.20 | 0.453 | 0.453 | 0.464 | N/A | |
|
1/2-13 |
✓ | 1.20 | 0.531 | 0.515 | 0.531 | N/A | |
* znana również jako - Ø wiertła do otworów pilotujących
Wkładka z blokadą kluczową w calach
Wkładki z blokadą kluczową nie są dostarczane
| Skok gwintu
|
Proces | Maksymalna głębokość gwintu | Ø w CAD* | KWALIFIKOWANA Ø | Ø PRZEŚWITU | ||
|---|---|---|---|---|---|---|---|
| Frezowanie | Toczenie | MIN | MAKS | ||||
|
Wkładka z blokadą kluczową w calach: zunifikowany drobny UNF - wszystkie wymiary w calach |
|||||||
|
#10-32 |
✓ | 0.600 | 0.162 | 0.160 | 0.164 | N/A | |
|
#12-28 |
✓ | 0.600 | 0.189 | 0.186 | 0.191 | N/A | |
|
1/4-28 |
✓ | 0.650 | 0.229 | 0.227 | 0.231 | N/A | |
|
Wkładka z blokadą kluczową w calach: zunifikowany zgrubny UNC - wszystkie wymiary w calach |
|||||||
|
#8-32 |
✓ | 0.400 | 0.135 | 0.133 | 0.137 | N/A | |
|
5/16-18 |
✓ | 0.650 | 0.274 | 0.271 | 0.276 | N/A | |
|
3/8-16 |
✓ | 1.000 | 0.334 | 0.331 | 0.336 | N/A | |
|
7/16-14 |
✓ | 1.000 | 0.399 | 0.396 | 0.401 | N/A | |
|
1/2-13 |
✓ | 1.000 | 0.455 | 0.452 | 0.457 | N/A | |
* znana również jako - Ø wiertła do otworów pilotujących
Zewnętrzna średnica w calach
| Skok gwintu
|
Proces | Maksymalna głębokość gwintu | Ø w CAD* | KWALIFIKOWANA Ø | Ø PRZEŚWITU | ||
|---|---|---|---|---|---|---|---|
| Frezowanie | Toczenie | MIN | MAKS | ||||
|
Zewnętrzna średnica w calach: zunifikowany drobny UNF - wszystkie wymiary w calach |
|||||||
|
#5-44 |
✓ | 0.250 | 0.125 | 0.12 | 0.126 | 0.13 | |
|
#6-40 |
✓ | 0.280 | 0.138 | 0.132 | 0.139 | 0.14 | |
|
#8-36 |
✓ | 0.330 | 0.164 | 0.158 | 0.165 | 0.17 | |
|
#10-32 |
✓ | 0.380 | 0.190 | 0.183 | 0.191 | 0.19 | |
|
#12-28 |
✓ | 0.430 | 0.216 | 0.209 | 0.217 | 0.22 | |
|
1/4-28 |
✓ | 0.500 | 0.250 | 0.243 | 0.251 | 0.26 | |
|
5/16-24 |
✓ | 0.630 | 0.313 | 0.304 | 0.314 | 0.32 | |
|
3/8-24 |
✓ | 0.750 | 0.375 | 0.367 | 0.376 | 0.38 | |
|
7/16-20 |
✓ | 0.880 | 0.438 | 0.428 | 0.439 | 0.44 | |
|
1/2-20 |
M* | ✓ | 1.000 | 0.500 | 0.491 | 0.501 | 0.51 |
|
5/8-18 |
M* | ✓ | 1.250 | 0.625 | 0.615 | 0.626 | 0.64 |
|
3/4-16 |
M* | ✓ | 1.500 | 0.750 | 0.739 | 0.751 | 0.76 |
|
Zewnętrzna średnica w calach: drobny lub specjalny - wszystkie wymiary w calach |
|||||||
|
#4-40 |
✓ | 0.22 | 0.112 | 0.106 | 0.113 | 0.12 | |
|
#5-40 |
✓ | 0.25 | 0.125 | 0.119 | 0.126 | 0.13 | |
|
#6-32 |
✓ | 0.28 | 0.138 | 0.131 | 0.139 | 0.14 | |
|
#8-32 |
✓ | 0.33 | 0.164 | 0.157 | 0.165 | 0.17 | |
|
#10-24 |
✓ | 0.38 | 0.190 | 0.182 | 0.191 | 0.19 | |
|
#12-24 |
✓ | 0.43 | 0.216 | 0.208 | 0.217 | 0.22 | |
|
1/4-20 |
✓ | 0.50 | 0.250 | 0.241 | 0.251 | 0.26 | |
|
5/16-18 |
✓ | 0.63 | 0.313 | 0.303 | 0.314 | 0.32 | |
|
3/8-16 |
✓ | 0.75 | 0.375 | 0.364 | 0.376 | 0.38 | |
|
7/16-14 |
✓ | 0.88 | 0.438 | 0.426 | 0.439 | 0.44 | |
|
1/2-13 |
M* | ✓ | 1.00 | 0.500 | 0.488 | 0.501 | 0.51 |
|
5/8-11 |
M* | ✓ | 1.25 | 0.625 | 0.611 | 0.626 | 0.64 |
|
3/4-10 |
M* | ✓ | 1.50 | 0.750 | 0.735 | 0.751 | 0.76 |
* znana również jako - Ø wiertła do otworów pilotujących
M* Na frezarce 3- lub 5-osiowej większe gwinty zewnętrzne mogą być wycinane frezem kulistym... patrz Gwinty specjalne.
Zewnętrzna średnica gwintów specjalnych
Gwinty zewnętrzne można frezować, co zwykle działa dobrze tylko w przypadku większych gwintów, ponieważ będą one frezowane za pomocą frezu kulistego (M4 to absolutne minimum, ale idealnie M12 i więcej). Twój gwint będzie miał promienie w rdzeniu, więc może wymagać oczyszczenia za pomocą matrycy. Jesteśmy w stanie wyfrezować większość niestandardowych gwintów lub form spiralnych, które możesz wymodelować – na tokarce, frezarce 5-osiowej lub 3-osiowej. Gwinty zewnętrzne 3-osiowe frezowane są wykonywane na połowie średnicy. Część jest następnie obracana o 180 stopni, ponownie sprawdzana, i frezowana jest druga połowa.
W przypadku części, które wymagają gwintów frezowanych zewnętrznie, należy zaprojektować gwinty, które mają być na części. Wykonujemy projekt za pomocą frezów płaskich i kulowych. Nie jest to preferowana metoda wytwarzania gwintów, ale może być przydatna do wytwarzania elementów złącznych obracanych o ¼ obrotu lub elementów spiralnych i krzywkowych.
Następnie należy przesłać plik CAD w formacie pliku 3D innym niż STL; akceptujemy większość natywnych formatów CAD lub standardowe formaty plików, takie jak IGES lub STEP.
Uwaga: w przypadku gwintów standardowych modeluj wyłącznie wiertło lub średnicę zewnętrzną. Nie jesteśmy w stanie wyprodukować gwintów standardowych, które zostały wymodelowane.