Multi Jet Fusion
Na czym polega technologia Multi Jet Fusion?
Technologia wydruku 3D Multi Jet Fusion przeznaczona jest do wytwarzania w przeciągu 1 dnia funkcjonalnych prototypów z nylonu oraz elementów produkcyjnych. Gotowe elementy posiadają jakość powierzchni, dokładność elementów konstrukcyjnych oraz większą stabilność właściwości mechanicznych w porównaniu z takimi procesami, jak selektywne spiekanie laserowe.
Zalecenia konstrukcyjne dotyczące elementów wytwarzanych w technologii Multi Jet Fusion ułatwią zapoznanie się z możliwościami i ograniczeniami technologicznymi.
Dlaczego Multi Jet Fusion to technologia odpowiednia dla Twojego projektu?
Multi Jet Fusion wykorzystuje materiały techniczne o doskonałych ogólnych właściwościach. Ponadto Multi Jet Fusion zapewnia wyższą jakość powierzchni, dokładniejsze szczegóły detali, bardziej spójne właściwości mechaniczne i krótszy czas produkcji.
Listę z dostepnymi materialami do Multi Jet Fusion znajdziesz tutaj.
Jak działa Multi Jet Fusion?
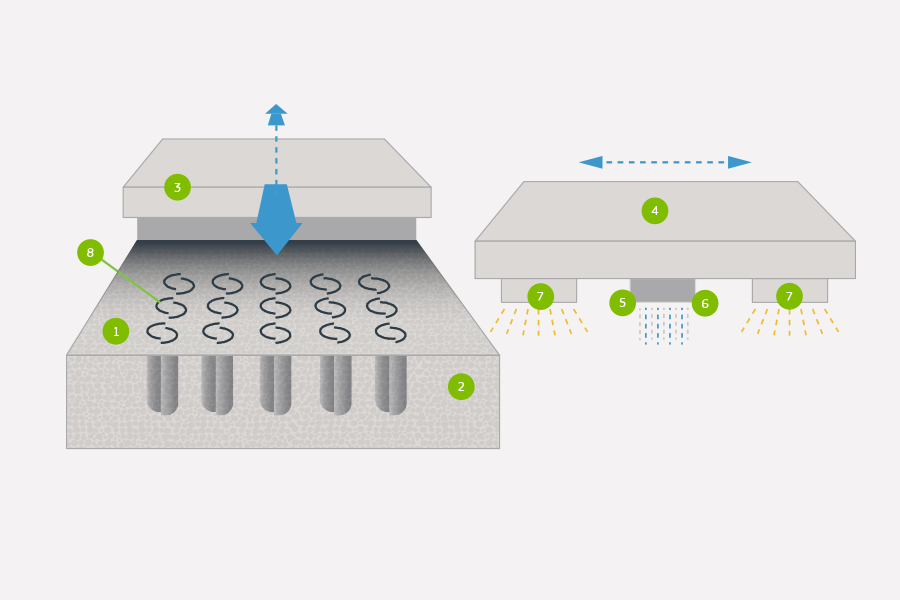
Technologia Multi Jet Fusion polega na selektywnym wstrzykiwaniu do złoża proszku nylonowego środka przewodzącego ciepło „Fusion Agent“ i środka hamującego ciepło „Detailing Agent“. Ciepło powoduje, stopienie do twardej warstwy. Następnie na złoże nakładana jest nowa warstwa proszku. Proces ten jest powtarzany aż do zakończenia budowy części.
Następnie całe złoże proszku z zamkniętymi w nim częściami oczyszczane jest z luźnego proszku przez zintegrowany układ próżniowy. Na koniec części są piaskowane w celu usunięcia resztek proszku, a w Dziale Obróbki Powierzchni barwione na czarno ze względów estetycznych.

- 1 do 50+ części
- wysyłka w ciągu 1-7 dni
- części, w których ważne są izotropowe właściwości mechaniczne
- produkcji funkcjonalnych prototypów i części do zastosowań końcowych
- złożonej i organicznej geometrii z drobnymi szczegółami
Multi Jet Fusion: do czego służy?
Jeśli chodzi o szybki, wysokiej jakości druk 3D, technologia Multi Jet Fusion (MJF) jest po prostu nie do pobicia. Pozwala na wyprodukowanie funkcjonalnych prototypów z nylonu i części seryjnych o wysokiej jakości powierzchni i drobnych detalach w zaledwie jeden dzień. Gotowe części mają bardziej jednorodne właściwości mechaniczne w porównaniu do produktów powstałych dzięki podobnym metodom, takim jak selektywne spiekanie laserowe.
Poprzez układ dysz ciecze przewodzące i hamujące ciepło są wtryskiwane do złoża z nylonowego proszku. Źródło ciepła powoduje jego stopienie w twardą warstwę. MFJ umożliwia tworzenie złożonych części z drobnymi szczegółami. Ponadto Protolabs oferuje niewypełniony nylon 12, materiał o jakości handlowej do produkcji trwałych części.
Multi Jet Fusion to szybki i przyszłościowy proces produkcji części na żądanie. Dowiedz się więcej w tym krótkim filmie.
Dlaczego druk 3D jest dla Ciebie odpowiedni?
Druk 3D otwiera wrota do świata nowej produkcji, umożliwiając wytwarzanie złożonych projektów z wysoką jakością i precyzją - szybciej i bardziej ekonomicznie niż kiedykolwiek wcześniej. W firmie Protolabs wykorzystujemy najnowszą technologię druku 3D, w tym takie procesy, jak stereolitografia, selektywne spiekanie laserowe i bezpośrednie spiekanie laserowe metali, aby wytwarzać części plastikowe, termoplastyczne i metalowe.
Czas ponagla? Druk 3D to najlepsze rozwiązanie: wystarczy przesłać projekt online, a części są gotowe do wysyłki często już następnego dnia.
O druku 3D dowiesz się więcej w tym krótkim filmie.
Zalecenia projektowe: Multi Jet Fusion
| NORMALNA ROZDZIELCZOŚĆ | 284mm x 380mm x 380mm |
|---|
| GRUBOŚĆ WARSTWY | 80 microns |
|---|---|
| MINIMALNA WIELKOŚĆ CECHY | 0.5mm |
PA 12 Smooth Light Grey
PA 12 Vapour Smooth Black
PA 12-Glass Beads Smooth Grey
PA 11 Smooth Grey
PA 11 Vapour Smooth Black
UltrasintTM TPU-01 - 88A Pure Grey
UltrasintTM TPU-01 - 88A Vapour Smooth Black
| STANDARDOWA | Części są poddawane obróbce strumieniowo-ściernej: proszek jest usuwany i uzyskiwana jest jednolita jakość powierzchni. Części barwione są na kolor czarny. |
|---|---|
| DOSTOSOWANA DO KLIENTA |
Dodatkowe opcje:
|
|
Lewa kolumna: wygładzanie oparami |
Części są wykańczane przy użyciu zautomatyzowanej, wysokiej jakości techniki wykończeniowej, co zapewnia im doskonałą estetykę i szczelne powierzchnie, które są wodoodporne, hermetyczne i łatwe do czyszczenia. Minimalna grubość ścianki 1,5 mm jest wymagana dla dobrego wygładzenia. Obecnie dostępne dla następujących materiałów: SLS PA 12 White i MJF Ultrasint™ TPU-01 |
Korzyści wynikające z zastosowania technologii Multi Jet Fusion
- Bardzo mała wielkość i rozdzielczość cech geometrycznych
- Skrócony czas wytwarzania
- Większa stabilność izotropii właściwości mechanicznych izotropowe w kierunku konstrukcyjnym Z w porównaniu z innymi technologiami wytwarzania przyrostowego
- Niższa chropowatość powierzchni
Do czego służy technologia Multi Jet Fusion?
Technologia Multi Jet Fusion jest stosowana w wielu gałęziach przemysłu do wytwarzania w pełni funkcjonalnych prototypów i elementów produkcyjnych.
Niektóre popularne zastosowania obejmują wytwarzanie obudów elementów elektronicznych, pokryw, podzespołów mechanicznych oraz trwałych i jednocześnie precyzyjnych uchwytów i mocowań.
PA 12 Black idealnie sprawdza się w przypadku zatrzasków i zawiasów.
Zalecenia konstrukcyjne dotyczące technologii Multi Jet Fusion
- Cienkościenne lub duże, płaskie powierzchnie powinny być wzmocnione żebrami lub klinami, a otwory, w miarę możliwości winny otoczone podniesionymi konturami.
- Wypukły tekst i cechy estetyczne o wielkości mniejszej niż 0,5 mm mogą zaniknąć w wyniku zastosowania obróbki dodatkowej. Sprawdź szczegóły dołączonej do wyceny analizy przydatność konstrukcji do wytwarzania.
- Zalecamy stosowanie ścianek o grubości od 2,5 - 6,0 mm.
- Technologia MJF idealnie sprawdza się w przypadku podzespołów składających się z wielu elementów, zawiasów, zamków zatrzaskowych i zawiasów sworzniowych.
- Jak w przypadku każdego procesu wydruku 3D, wytwarzanie w technologii MJF powoduje powstawanie schodków na skośnych powierzchniach. W przypadku zapewnienia wysokiej estetyki, odpowiednie powierzchnie powinny być wyraźnie oznaczone na rysunku elementu lub opisane cyfrowo w zestawie danych technologicznych (PMI). Na podstawie tych informacji specjaliści firmy Protolabs odpowiednio dobiorą kąt ustawienia elementu w komorze technologicznej.
- Materiał PA 12 Smooth Light Grey jest wodoszczelny i nieprzepuszczający powietrza bez konieczności stosowania dodatkowej obróbki. Materiał ten posiada także niemalże idealnie izotropowe właściwości mechaniczne.
- Materiał Ultrasint™ TPU01 Vapour Smooth Black = jest elastyczny, trwały, odporny na rozdarcia i ścieranie. Wyróżnia się również wysoką odpornością chemiczną, odpornością na uderzenia i wysoką odpornością na promieniowanie UV. Jest to idealny materiał do wytwarzania elementów dla przemysłu motoryzacyjnego i artykułów sportowych.
Zasoby

