




Produzione con materiali elastomerici
Your masterclass in product design and development
Insight - Masterclass videos Protolabs
La nostra serie di video Insight-Masterclass vi aiuterà a padroneggiare la produzione digitale.
Oltre ai nostri suggerimenti di progettazione mensili, pubblicheremo regolarmente un nuovo video - ognuno di essi vi darà una visione più approfondita di come progettare parti migliori. Tratteremo argomenti specifici come la scelta del giusto materiale di stampa 3D, l'ottimizzazione del vostro progetto per la lavorazione CNC, le finiture superficiali per i componenti stampati e molto altro ancora.
Insight: Produzione con materiali elastomerici
17.07.2020
Transcript
Salve e benvenuti alla masterclass di questa settimana.
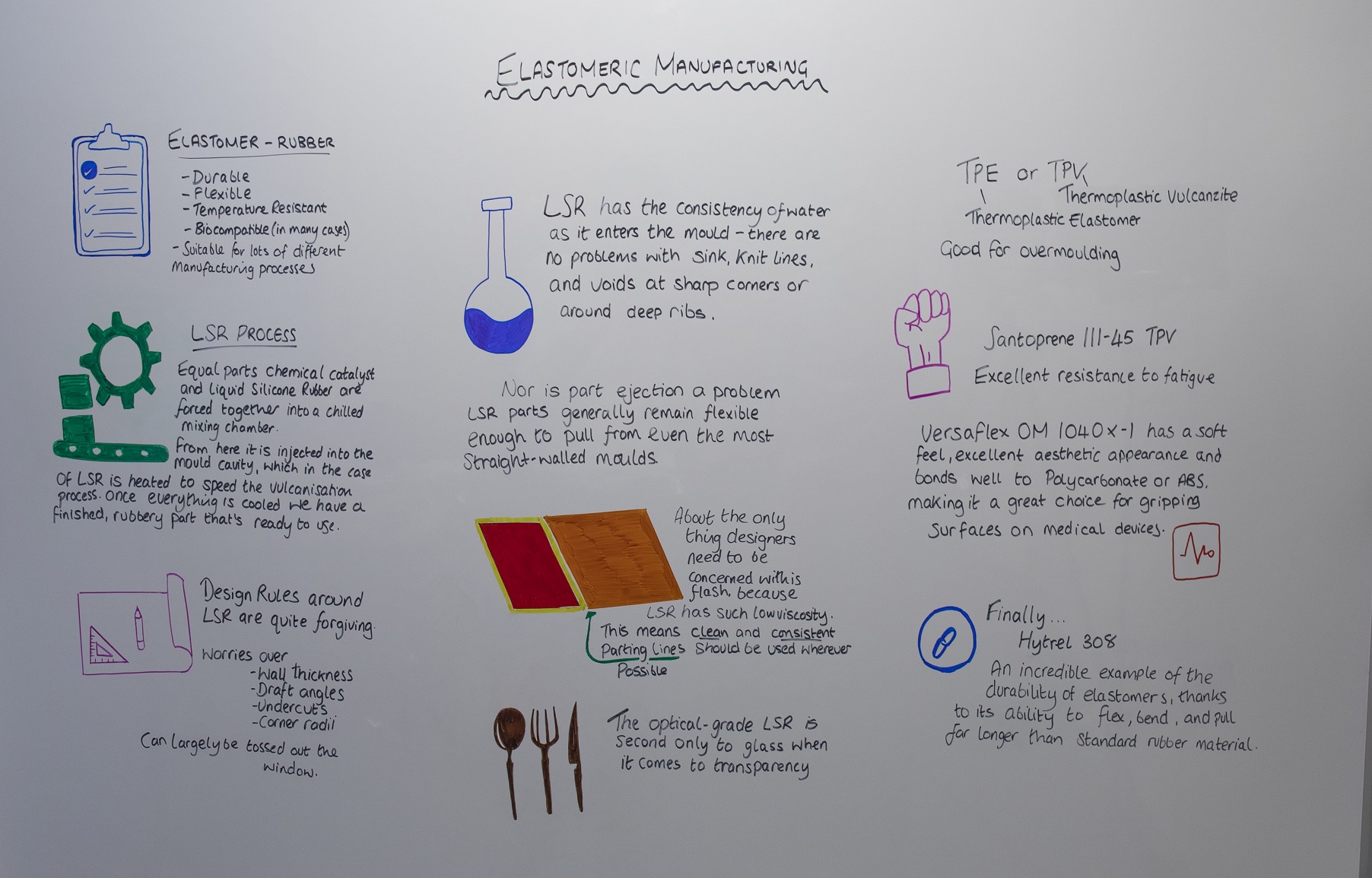
A meno che conosciate bene la scienza dei materiali, è estremamente possibile che con sappiate cosa significhi produzione con materiali elastomerici. Forse, il modo migliore per darvi una spiegazione rapida è quella di farvi l’esempio di un elastomero che, probabilmente, conoscete molto bene. È durevole, flessibile, resistente alla temperatura, biocompatibile in molti casi e adatto a una varietà di processi di produzione.
Sto parlando della gomma.

Nello specifico, della gomma siliconica, un tipico esempio di elastomero. Gli elastomeri sono resistenti, solitamente flessibili e in grado di offrire una molteplicità di proprietà meccaniche, chimiche e ottiche superiori a seconda delle vostre esigenze.
Non preoccupatevi: non intendo certo annoiarvi con una lezione teorica sugli elastomeri. Voglio fare invece quello che ci riesce meglio e passare in rassegna le opzioni a vostra disposizione per la produzione di componenti elastomerici.
Innanzitutto, il vostro fornitore dovrebbe essere in grado di offrirvi una gamma di gomme siliconiche liquide, conosciute come LSR, ideali per lo stampaggio a iniezione. Questo processo utilizza apparecchiature simili ma per alcuni aspetti totalmente diverse da quelle richieste per lo stampaggio a iniezione della plastica. Lasciate che vi spieghi.
Il processo di stampaggio a iniezione della LSR è il seguente: Parti uguali di un catalizzatore chimico e di una gomma siliconica liquida vengono iniettate all’interno di una camera di miscelazione raffreddata. Da qui il materiale viene iniettato nella cavità dello stampo che, nel caso della LSR, viene riscaldato per accelerare il processo di vulcanizzazione. Quando lo stampo e il materiale al suo interno sono raffreddati, otteniamo un pezzo finito in gomma, pronto all’uso.

Uno degli aspetti positivi dello stampaggio della LSR è che le regole del design sono piuttosto “generose”. Non dovete preoccuparvi dello spessore delle pareti, degli angoli di spoglia, dei sottosquadri e della curvatura degli angoli, il che è un aspetto piuttosto rassicurante se vi hanno condizionato quando avete utilizzato altri metodi di produzione. Questo è dovuto al fatto che la LSR ha la consistenza dell’acqua che penetra nello stampo: non ci sono problemi di depressione, cordoni di saldatura e vuoti che si vengono a formare negli spigoli vivi o attorno alle nervature profonde.


E neppure l’espulsione del pezzo si rivela difficile: i componenti in LSR di solito mantengono una sufficiente flessibilità anche quando vengono estratti da stampi caratterizzati da pareti molto dritte. L’unico aspetto che i progettisti devono tenere a mente è la bava a causa della bassa viscosità del materiale. Questo significa che occorre usare ogni volta possibile linee di giunzione nitide e uniforme.

Sono disponibili due tipi diversi di LSR: opaca e trasparente. Questa LSR di grado ottico si posiziona subito dopo il vetro in termini di trasparenza ed è idonea all’utilizzo nel settore alimentare.

I prossimi materiali che esamineremo formano la famiglia TPE/TPV. I loro nomi completi, e vi suggeriamo di munirvi di carta e penna perché sono un po’ complessi, sono termoplastico vulcanizzato ed elastomero termoplastico. Si tratta di materiali fantastici che si contraddistinguono particolarmente durante il processo di sovrastampaggio.

Ho già parlato in dettaglio del sovrastampaggio in un video dedicato a tale processo, per cui non mi soffermerò troppo in questa sede, ma per darvi una rapida spiegazione, consiste essenzialmente nell’aggiungere un altro strato di materiale ad un pezzo già stampato. Un esempio? Viene utilizzato comunemente per aggiungere manici di presa per attrezzi o utensili.
Questa famiglia è formata da un numero infinito di materiali, e non ve li elencherò certo tutti!
Ci sono però alcune opzioni che vi potrebbero interessare. Per esempio, il Santoprene 111-45 TPV, offre un’eccellente resistenza alla fatica mentre il Versaflex OM 1040X-1 è morbido al tatto, presenta un'estetica eccellente e si lega bene al policarbonato o all'ABS, presentandosi come ottima scelta di materiale per le superfici di presa dei dispositivi medicali.

E c'è poi l'Hytrel 3078, considerato da alcuni come un incredibile esempio di durevolezza degli elastomeri per la sua capacità di flettersi, piegarsi e allungarsi, di gran lunga superiore a quella dei materiali standard in gomma.

Le linee guida per il progetto di tutti questi materiali si collocano a metà strada tra gli orientamenti alquanto generici relativi alla LSR e quelli associati alle termoplastiche tradizionali. Nel dubbio, caricate il vostro file CAD nel sistema di preventivazione automatizzata del vostro produttore, che sarà in grado di aiutarvi.
È tutto per questa settimana. Alla prossima!
Con un ringraziamento speciale a Natalie Constable.



