




Normas de diseño: Sobremoldeo y Moldeo con Inserciones
Nuestras normas básicas para Sobremoldeo y Moldeo con Inserciones incluyen importantes consideraciones de diseño que ayudan a mejorar la fabricabilidad de la pieza, mejorar su aspecto estético y reducir el tiempo total de producción.
Ofrecemos una serie de moldes secundarios y servicios de herramientas para apoyar su proyecto.
Tamaño
Dimensiones máximas
|
TAMAÑO |
390mm x 990mm x 280 mm |
|
VOLUMEN |
966 837 mm³ |
|
PROFUNDIDAD |
72 mm desde la línea de apertura |
|
Hasta 280 mm si la línea de apertura puede pasar a través de la mitad de la pieza |
|
|
SUPERFICIE PROYECTADA |
112 903 mm² (Moldeo por Inyección de Plásticos) 30 968 mm² (Silicona Líquida) |
La altura puede ser limitada si se utiliza una silicona como material de sobremoldeo, y las partes más profundas se limitan a un contorno más pequeño. El volumen mínimo de la pieza es de 40 mm² más pequeño si se requieren acciones laterales
Sustrato
Tolerancia de mecanizado de ±0,08 mm con una tolerancia de resina incluida que puede ser superior pero no inferior a 0,05 mm/mm.
Sobremoldeo
Con termoplásticos, las tolerancias serán las mismas que para los moldes del sustrato, pero si se emplea LSR, las tolerancias pasarán a ser de 0,6 mm/mm.

Comentarios sobre el diseño
Consulte sus dudas a un ingeniero de productos a través de [email protected] o llamando al +34 932 711 332.
Capacidades del moldeo con inserciones
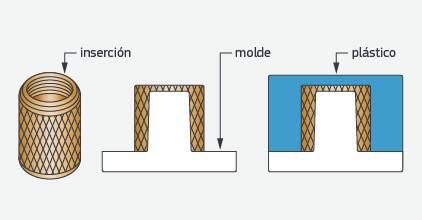
En lugar de un molde que produzca una pieza final usando dos tiros distintos como en el Sobremoldeo, el Moldeo con Inserciones suele consistir en una pieza preformada (frecuentemente, de metal) que se coloca en un molde para, a continuación, sobremoldearla con plástico para crear una pieza con mejores propiedades funcionales o mecánicas.
Una forma de utilizar el moldeo con inserción es con inserciones roscadas, lo que refuerza las propiedades mecánicas de la capacidad de las piezas de plástico para unirse, especialmente en montajes repetidos. Los casquillos y los manguitos son otro buen método para aumentar la durabilidad de la pieza en acoplamientos que necesitan más resistencia a la abrasión debido a que presentan partes móviles.
Materiales
- ABS
- Acetal
- HDPE
- LCP
- PEI
- PMMA
- Policarbonato
- Polipropileno
- PPA
- PPS
- PS
- PS
- PSU
- TPE
- TPU
- PEEK
- Goma de silicona liquida

Adhesión del material de sobremoldeo
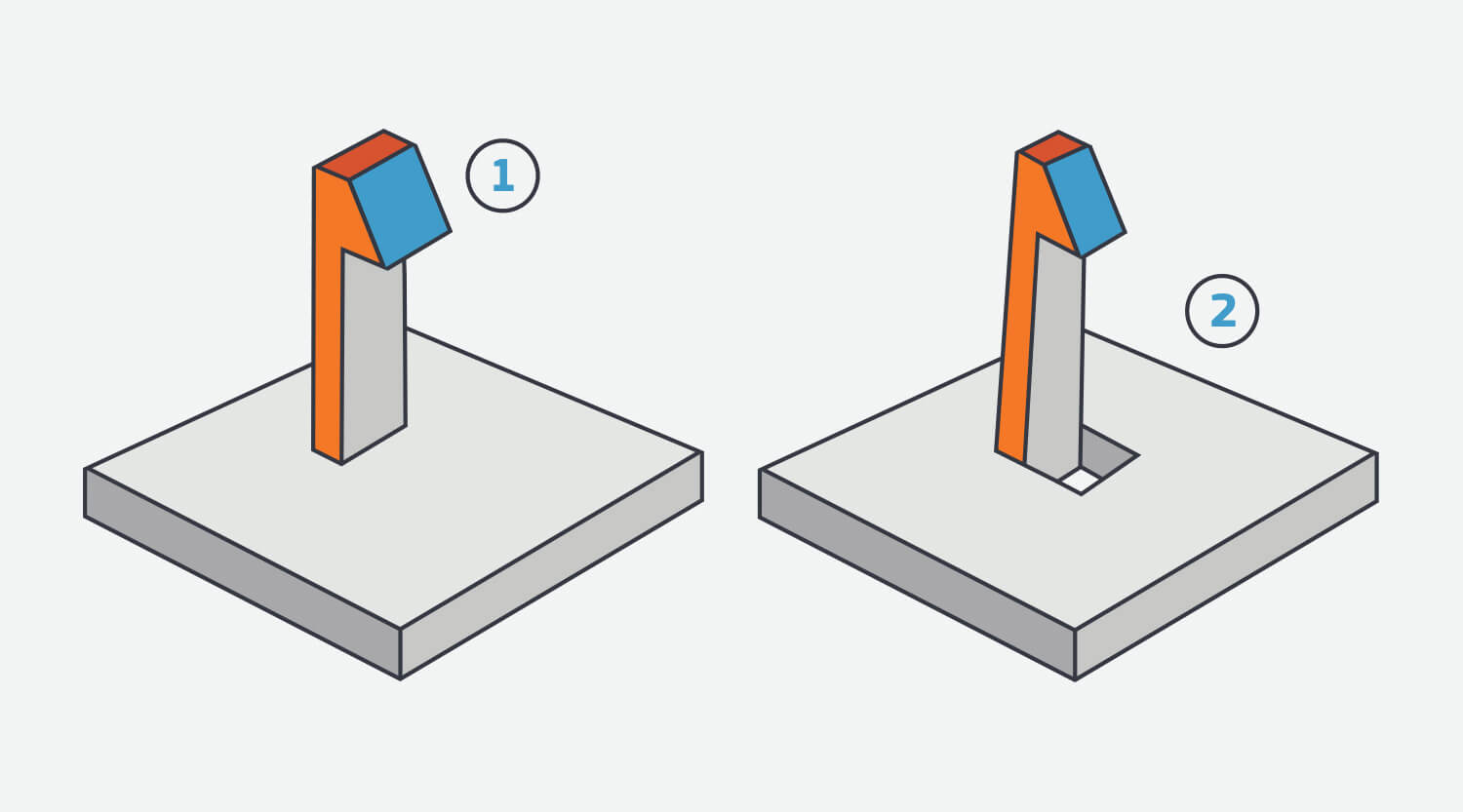
Es posible obtener uniones químicas entre materiales sobremoldeados, aunque se debe tener en cuenta la compatibilidad entre los materiales para obtener la fuerza de adhesión deseada. Se recomienda encarecidamente la incorporación de una unión mecánica adecuada si la capacidad de adhesión es un aspecto fundamental para su aplicación. Un buen ejemplo de unión mecánica sería una contrasalida.
| MATERIAL DE SUSTRATO | ||||||
|---|---|---|---|---|---|---|
| MATERIAL DE SOBREMOLDEO | ABS - Polylac PA-717C | ABS/PC - Bayblend T65 XF | PC - Makrolon 2458 | PBT - Celanex 2002-2 | PP - Moplen RP348R | Nailon 66 - Zytel 70G30HSLR |
| TPU | C | C | C | C | M | M |
| TPV | M | M | M | M | C | M |
| TPE | M | M | M | M | C | M |
| LSR | - | - | M | M | - | M |
| TPC | C | C | C | C | M | M |
M = adhesión mecánica recomendada
C = adhesión química
Acabados de la superficie
| ACABADO | DESCRIPCIÓN |
|---|---|
| PM-F0 | No cosmético |
| PM-F1 | Estético bajo, se han eliminado la mayoría de las marcas de herramientas |
| SPI-C1 | Granalla 600, 10-12 Ra |
| PM-T1 | SPI-C1 + granallado suave |
| PM-T2 | SPI-C1 + granallado medio |
| SPI-B1 | Papel de lija 600, 2-3 Ra |
| SPI-A2 | Pulido con diamante de grado n.º 2, 1-2 Ra |

Ángulo de inclinación
| CARAS VERTICALES | 0.5° |
|---|---|
| MAYOR PARTE DE LAS SITUACIONES | 2° |
| MÍNIMO PARA CIERRE | 3° |
| MÍNIMO PARA TEXTURA LIGERA (PM-T1) | 3° |
| MÍNIMO PARA TEXTURA LIGERA (PM-T2) | 5°+ |
Contrasalidas
Dimensiones laterales máximas
| ANCHURA | ALTURA | TOTAL |
|---|---|---|
| 450mm | 150mm | <200mm |
Espesor de la pared
|
MATERIAL |
GROSOR DE PARED RECOMENDADO |
|---|---|
| ABS | 1.143mm - 3.556mm |
| Acetal | 0.762mm - 3.048mm |
| Acrílico | 0.635mm - 12.7mm |
| Polímero de cristal líquido | 0.762mm - 3.048mm |
| Plásticos reforzados con fibra larga | 1.905mm - 25.4mm |
| Nailon | 0.762mm - 2.921mm |
| Policarbonato | 1.1016mm - 3.81mm |
| Poliéster | 0.635mm - 3.175mm |
| Polietileno | 0.0762mm - 5.08mm |
| Polisulfuro de fenileno | 0.508mm - 4.572mm |
| Polipropileno | 0.635mm - 3.81mm |
| Poliestireno | 0.89mm - 3.81mm |
| Poliuretano | 2.032mm - 19.05mm |
* La tabla es una adaptación de la que se puede consultar en manufacturingcenter.com.
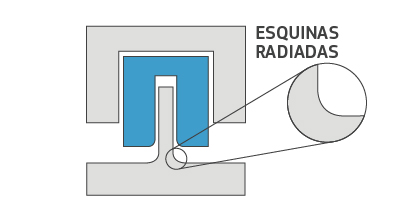
Radios
Algunas esquinas de las piezas tendrán radios en lugar de ángulos debido a que utilizamos un proceso de Fresado CNC automatizado para realizar el molde de sus piezas. Normalmente, esto no requiere realizar cambios en su modelo, aunque los radios resultantes se deben identificar antes del fresado del molde.

Análisis de moldeabilidad gratuito en pocas horas
RECIBIR UN PRESUPUESTOSolicitar más información
