




Linee guida per il progetto: Sovrastampaggio e costampaggio
Le nostre linee guida per la progettazione applicabili ai processi di sovrastampaggio e costampaggio includono alcune considerazioni importanti che aiutano a ottimizzare la realizzabilità del pezzo, a migliorarne l'aspetto estetico e a ridurre il tempo complessivo di fabbricazione.
DIMENSIONI
Dimensioni massime
|
DIMENSIONI |
203mm x 406mm x 152mm |
|
VOLUME |
966 837mm³ |
|
PROFONDITÀ |
101 mm dalla linea di giunzione |
|
Fino a 203,2 mm se la linea di giunzione attraversa la parte centrale del pezzo |
|
|
Superficie della proiezione* |
112.903mm² (Stampaggio a iniezione) 30.968mm² (Gomma siliconica liquida) |
*sul piano perpendicolare alla direzione di chiusura dello stampo
Substrato
Tolleranza di lavorazione pari a ± 0,08 mm con tolleranza di almeno 0,05 mm/mm per la resina.
Sovrastampo
Nel caso dell'impiego di materiali termoplastici, le tolleranze equivalgono a quelle del substrato; se però si utilizza gomma siliconica liquida, le tolleranze passano a 0,6 mm.

Commenti sul progetto
Per ulteriori informazioni, contatta i nostri tecnici specializzati all'indirizzo [email protected] o al numero +39 0321 381211.
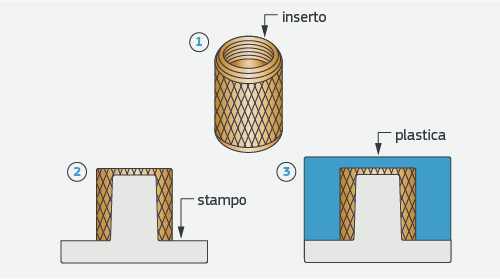
Caratteristiche del costampaggio
Invece di realizzare il pezzo finale ricorrendo a due stampi distinti (come avviene con il sovrastampaggio), il costampaggio prevede generalmente l'impiego di una parte preformata (spesso metallica), la quale viene caricata all'interno di uno stampo e sottoposta a sovrastampaggio con materiale plastico per consentire la creazione di un componente avente migliori proprietà funzionali o meccaniche.
Il costampaggio è un procedimento che annega gli inserti filettati nella materia plastica e ha l'effetto di rafforzare le proprietà meccaniche dei pezzi in materiali plastici e la loro capacità di essere fissati l'uno con l'altro, specie nell'ambito di installazioni ripetute. Le boccole e i manicotti costituiscono un'altra tecnica efficace per accrescere la durabilità dei componenti di accoppiamento che necessitano di una maggiore resistenza alle abrasioni per via delle parti mobili.
Materiali
- ABS
- Acetale
- HDPE
- LCP
- PEI
- PMMA
- Policarbonato
- Polipropilene
- PPA
- PPS
- PS
- PPE
- PSU
- TPE
- TPU
- PEEK
- Gomma Siliconica Liquida

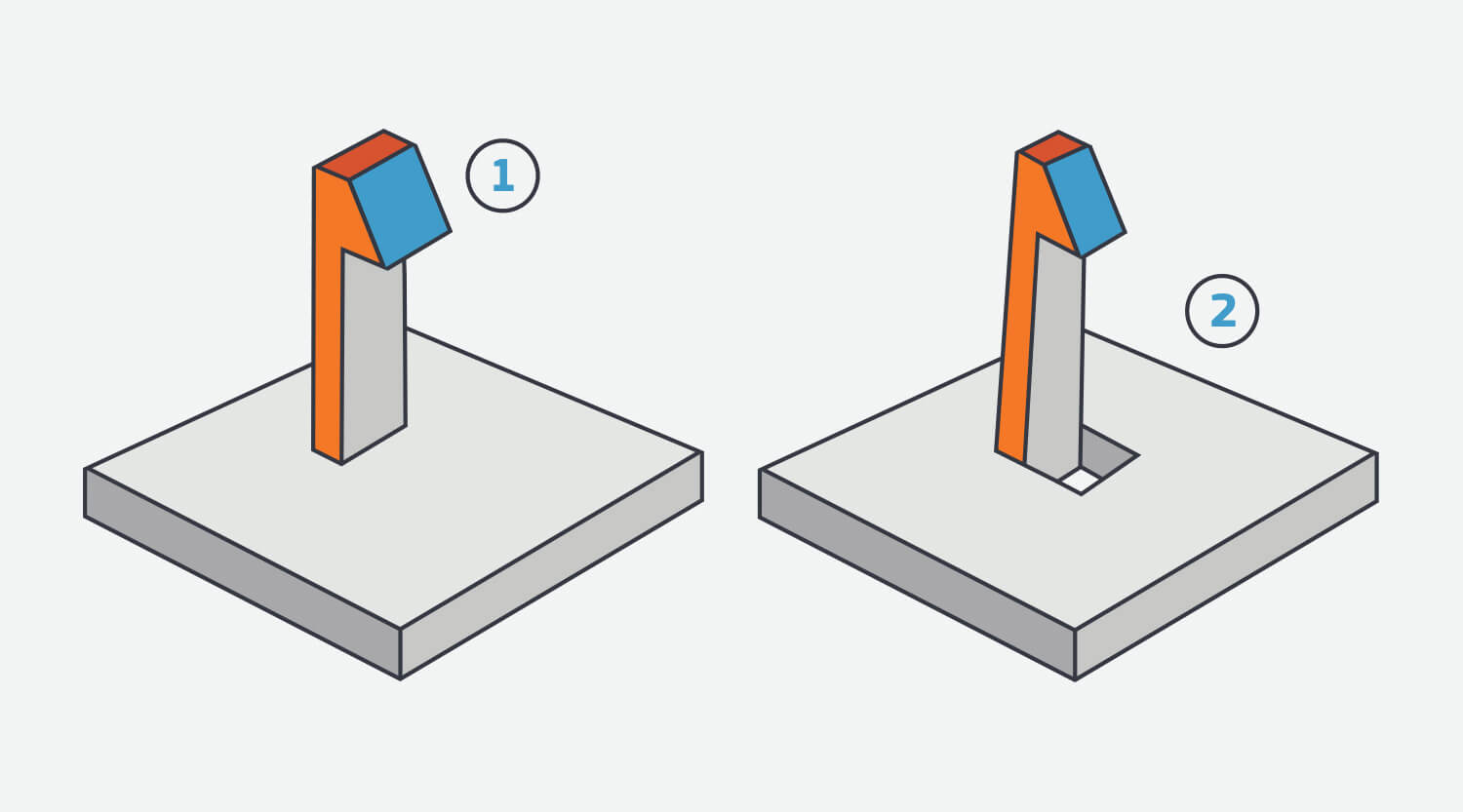
Accoppiamento tra materiali sovrastampati
L'accoppiamento chimico tra materiali sovrastampati è possibile, ma in questo caso sarà necessario valutarne attentamente la compatibilità al fine di ottenere l'intensità di legame desiderata. Si raccomanda di includere un legame meccanico adeguato se il legame è estremamente importante per l'applicazione desiderata. I sottosquadri costituiscono un buon esempio di legame meccanico.
| MATERIALE DEL SUBSTRATO | ||||||
|---|---|---|---|---|---|---|
| MATERIALE SOVRASTAMPATO |
ABS Polylac PA-717C |
ABS/PC Bayblend T65 XF |
PC-Makrolon 2458 | PBT- celanex 2002-2 |
PP- Moplen RP348R |
Nylon 66- Zytel 70G30HSLR |
| TPU - Pearlthane 11T85 | C | C | C | C | M | M |
| TPV - Sarlink 3170 | M | M | M | M | C | M |
| TPE - Thermolast K TC6 MLZ | M | M | M | M | C | M |
| LSR - Elastosil 3003/30 A/B |
- | - | - | - | - | M |
| TPC - Hytrel 4068FG | C | C | C | C | M | M |
M = legame meccanico raccomandato
C = legame chimico
Finiture di superficie
| FINITURA | DESCRIZIONE |
|---|---|
| PM-F0 | finitura non estetica, automatica |
| PM-F1 | finitura estetica minima che prevede la rimozione della maggior parte dei segni d'utensile |
| SPI-C1 | finitura a pietra 600 grit, 10-12 Ra |
| PM-T1 | SPI-C1 + finitura perlata leggera |
| PM-T2 | SPI-C1 + finitura perlata media |
| SPI-B1 | finitura a pietra 600 grit, 2-3 Ra |
| SPI-A2 | finitura Diamond Buff di grado 2, 1-2 Ra |

| FACCE VERTICALI | 0.5° |
|---|---|
| MAGGIOR PARTE DELLE SITUAZIONI | 2° |
| MINIMO PER CHIUSURA | 3° |
| MINIMO PER GOFFRATURA LEGGERA (PM-T1) | 3° |
| MINIMO PER GOFFRATURA LEGGERA (PM-T2) | 5°+ |
Sottosquadri
Dimensioni massime del nucleo laterale
| LARGHEZZA | ALTEZZA | COMPLETE |
|---|---|---|
| <213.84mm | <60.38mm | <73.66mm |
Spessore di parete
|
MATERIALE |
SPESSORE CONSIGLIATO DELLE PARETI |
|---|---|
| ABS | 1.143mm - 3.556mm |
| Acetale | 0.762mm - 3.048mm |
| Acrilico | 0.635mm - 12.7mm |
| Polimero liquido cristallizzato | 0.762mm - 3.048mm |
| Materiali plastici rinforzati a fibra lunga | 1.905mm - 25.4mm |
| PA (Nylon) | 0.762mm - 2.921mm |
| Policarbonato | 1.1016mm - 3.81mm |
| Poliestere | 0.635mm - 3.175mm |
| Polietilene | 0.0762mm - 5.08mm |
| Solfuro di polifenilene | 0.508mm - 4.572mm |
| Polipropilene | 0.635mm - 3.81mm |
| Polistirene | 0.89mm - 3.81mm |
| Poliuretano | 2.032mm - 19.05mm |
* Tabella adattata da manufacturingcenter.com.
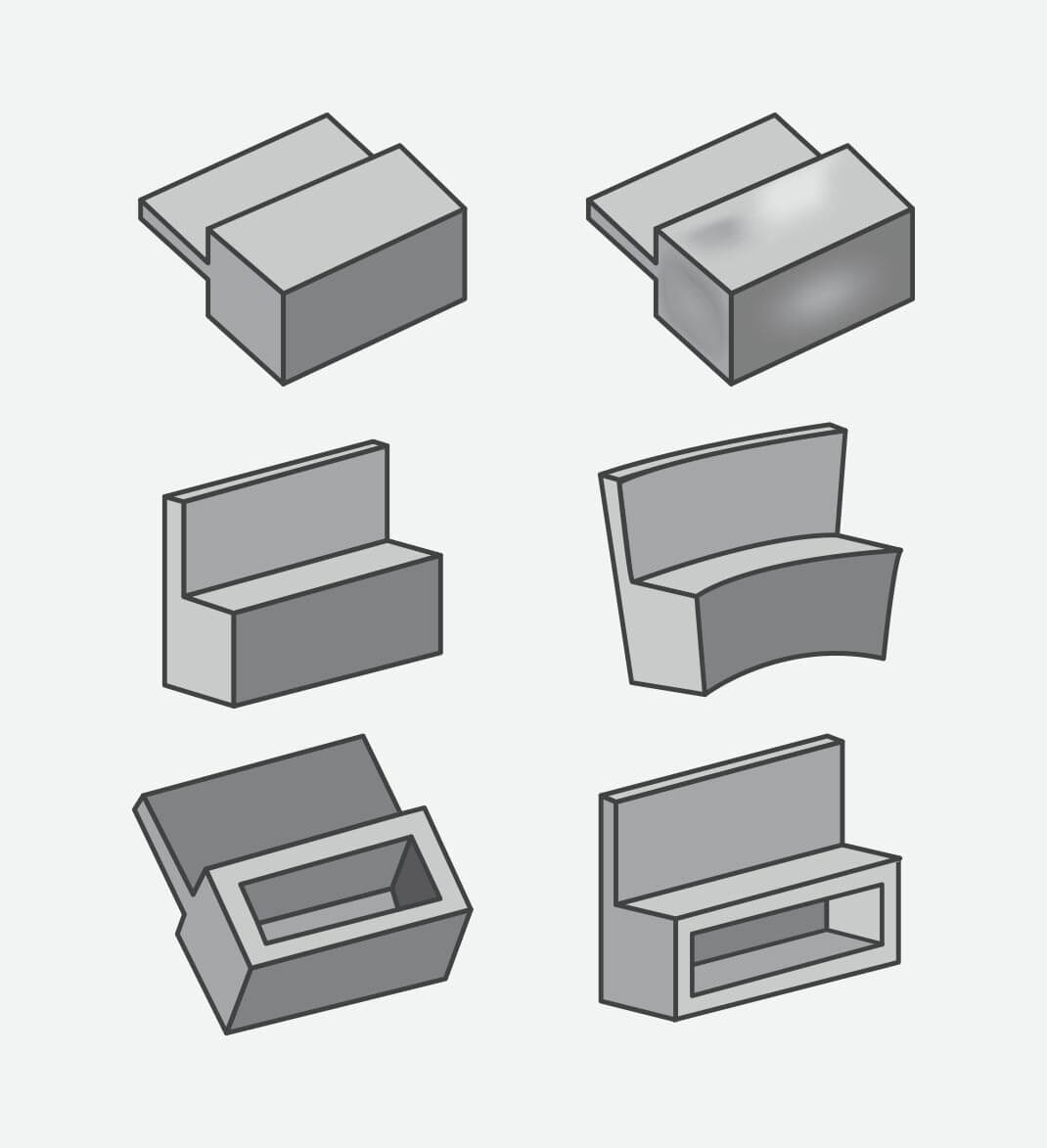
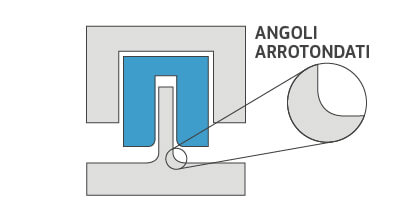
Raggio di curvatura
Alcuni spigoli del pezzo saranno caratterizzati da un margine arrotondato piuttosto che da un angolo vivo, in quanto Protolabs impiega un processo di fresatura CNC automatizzato per la realizzazione degli stampi. Solitamente ciò non richiede una modifica del modello, ma tali arrotondamenti saranno identificati prima di procedere con la fresatura dello stampo.

Analisi gratuita sulla fattibilità disponibile in poche ore
RICHIEDERE UN PREVENTIVOMaggiori informazioni
