





Come incrementare la resistenza dei pezzi stampati ricorrendo a nervature, rinforzi e materiali resistenti
Rinforzare i pezzi con elementi di supporto e il giusto materiale
I progettisti rinforzano i componenti stampati a iniezione in diversi modi e per diverse ragioni. Il primo criterio per stabilire se il prodotto ha bisogno di una resistenza maggiore è lo studio attento delle sue applicazioni. Come e in quale ambiente sarà utilizzato? Il pezzo potrebbe dover resistere a urti ripetuti o all'usura o sopportare carichi pesanti. Potrebbe essere sufficiente inserire nel progetto qualche nervatura o fazzoletto triangolare di rinforzo, oppure potrebbe essere necessaria una combinazione più complessa di aspetti progettuali, come elementi di supporto, materiale, spessore di parete e altro. Il giusto equilibrio tra i diversi aspetti del progetto permette di soddisfare le esigenze di resistenza e stabilità del pezzo.
Progettare nervature in plastica
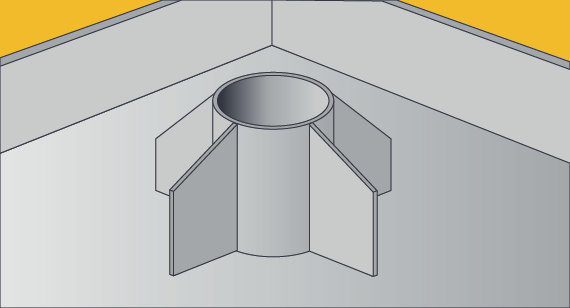
Le nervature sono elementi sottili, simili a pareti, inseriti solitamente nella geometria di un pezzo per dare sostegno interno alle pareti o ad altri elementi come le borchie. Analogamente, i fazzoletti triangolari sono elementi di supporto che rinforzano pareti, borchie su superfici piane e altre aree. Nei ponti, le travi e le colonne sono sostenute al vertice con fazzoletti triangolari che danno maggiore resistenza alla struttura. Lo stesso concetto si applica allo stampaggio a iniezione della plastica.
Utilizzare rinforzi per creare borchie e pareti più resistenti
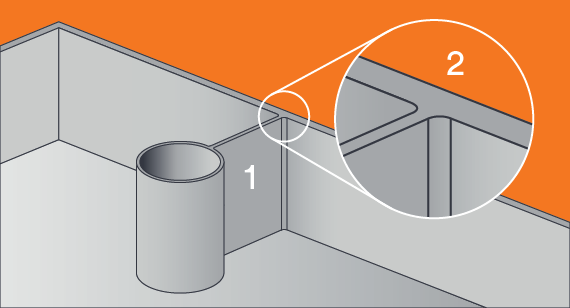
Le nervature e i fazzoletti triangolari danno stabilità ai pezzi senza aumentare necessariamente lo spessore di parete e sono particolarmente utili per i pezzi con pareti sottili, che potrebbero rovinarsi con l'usura e gli strappi durante l'utilizzo. È importante ricordare che lo spessore delle nervature e dei fazzoletti triangolari non deve mai superare il 50% dello spessore di parete nominale. Questi particolari devono essere più sottili delle pareti principali per evitare la presenza di sezioni eccessivamente spesse nei punti in cui le nervature e i fazzoletti si intersecano con le pareti. La presenza di materiale in eccesso nel punto di intersezione interno tra una nervatura e la parete potrebbe provocare la formazione di segni di ritiro sul lato visibile del pezzo.
I progettisti possono giocare con diversi tipi di nervature per creare motivi di rinforzo quadrati, rettangolari, romboidali, triangolari o a nido d'ape. Aggiungere una struttura di nervature equivale a rimuovere il materiale superfluo, lasciando soltanto il sistema di sostegno. Inoltre, riduce il peso e il costo del pezzo. Occorre fare attenzione, tuttavia, a non rimuovere le superfici e gli elementi che interagiscono con le altri parti dell'assemblaggio.
Raggi di curvatura e raggiature
Dal momento che gli angoli vivi indeboliscono il pezzo, è possibile inserire nella geometria anche dei raccordi (superfici curve di incontro tra le nervature e le pareti) che eliminano concentrazioni aggiuntive di sollecitazioni meccaniche sul pezzo finito. Come nel caso dei fazzoletti triangolari, un raccordo troppo piccola non potrà svolgere la funzione di riduzione delle sollecitazioni, mentre uno troppo grande potrebbe causare ancora una volta la formazione di depressioni. È importante individuare la giusta dimensione e posizione (delle nervature e dei fazzoletti tasselli triangolari). Quando si aggiunge una fascia all'interno di un angolo, è bene aggiungere, se possibile, anche un raggio di curvatura all'esterno dell'angolo. Se in alcune sezioni il rischio di depressione è troppo elevato, conviene considerare altri metodi di rafforzamento.
Termoplastici resistenti
Anche la scelta del materiale svolge un ruolo importante per la rigidezza, la durabilità, la tenacia e altre caratteristiche dei pezzi. È essenziale equilibrare il rapporto tra queste proprietà dei materiali e la funzionalità dei pezzi. Ad esempio, i progettisti potrebbero scegliere una resina termoplastica in grado di dare rigidezza al pezzo, ma quando l'applicazione finale richiede un grado elevato di resistenza agli urti, la fragilità di un pezzo non flessibile potrebbe essere la causa di rotture. Le proprietà dei materiali variano da resina a resina. Ecco alcune delle resine che utilizziamo più spesso:
- L'ABS è una buona resina stabile di grande consumo, tenace e resistente agli urti, ideale per l'uso quotidiano. È usata spesso per gli alloggiamenti dei telecomandi, nei dispositivi alimentati a batteria e per i pannelli di monitor, stampanti e fotocopiatrici. Potrebbe presentare qualche problema di resistenza chimica.
- Il policarbonato è più resistente agli urti rispetto all'ABS ed è indicato per la realizzazione di lenti e pezzi che richiedono maggiore lucentezza. È soggetto a stress cracking e a screpolature e velature dovute a problemi di compatibilità chimica.
- Il nylon non riempito è flessibile, resistente agli urti e ha buone proprietà lubrificanti utili per contrastare l'usura. Il rinforzo in fibra di vetro incrementa la rigidezza e la resistenza alla compressione del nylon, ma il materiale diventa più fragile se sottoposto a urti. Il riempimento in fibra di vetro aiuta ad aumentare l'inflessione per calore.
- L'acetale è un eccellente materiale autolubrificante per cuscinetti con un ottimo comportamento all'usura e una buona rigidezza. Non è indicato per i pezzi con funzione estetica o da sottoporre a tampografia, verniciatura o applicazione di decalcomanie.
- Gli elastomeri termoplastici sono ottimi per realizzare parapolveri e paraspigoli grazie alla resistenza agli urti e sono usati nelle applicazioni con sovrastampaggio per le loro proprietà di aderenza. Sono più adatti per le applicazioni statiche e non sono sempre indicati per applicazioni dinamiche. Potrebbero presentare qualche problema di resistenza chimica.
Modificare le prestazioni di un polimero di base spesso richiede l’aggiunta di additivi come fibra di vetro, perle di vetro o talco. I rinforzi in fibra di vetro incrementano la resistenza alla compressione di un materiale, oltre a contribuire ad aumentare la deflessione termica di un componente per rendere possibili applicazioni in contesti altrimenti inaccettabili per un polimero di base. Le perle di vetro incrementano la deflessione termica ma potrebbero, d’altro canto, rendere il materiale più fragile rispetto alla fibra di vetro (pensiamo alla differenza strutturale che esiste tra una vasca di palline e un cumulo di fieno). Le perle di vetro possono essere utilizzate anche per ridurre la sollecitazione interna talvolta provocata dai rinforzi in fibra di vetro. Il talco è spesso usato per incrementare la rigidità di un materiale, anche se generalmente introduce una resilienza inferiore. Possiamo dunque affermare che gli additivi sono una tecnica senz’altro utile anche se non esente da rischi. Comprendere tali rischi e metterli a confronto con i benefici offerti rientra nel processo di collaudo e selezione del materiale.
Lo spessore di parete
A volte per rinforzare un pezzo è sufficiente aumentare lo spessore di parete complessivo. Protolabs mette a disposizione un elenco di spessori di parete raccomandati in base al tipo di resina, per aiutarti a progettare pezzi né troppo sottili né troppo spessi. In generale, i pezzi piccoli con pareti da 1 mm permettono di ottenere risultati di lavorazione soddisfacenti ma, per la fabbricazione di pezzi di dimensioni simili a un palmo o a una mano, è consigliabile prendere in considerazione pareti con spessore nominale di 2 mm. La progettazione di pezzi più grandi potrebbe richiedere uno spessore di parete maggiore per ottimizzare il flusso e riempire la cavità in presenza di sollecitazioni ridotte, ma è bene fare attenzione ai pezzi con spessore superiore ai 3 mm. Spesso, infatti, i pezzi oltre i 3,8 mm sono talmente spessi che la sezione trasversale può mostrare segni di depressione durante il raffreddamento e richiedere interventi o processi di fabbricazione diversi. Lo stampaggio di materiali termoplastici è generalmente stabile e ripetitivo da 1,5 mm a 2,5 mm. Più grande è il pezzo e maggiore attenzione occorre prestare a nervature, rinforzi, materiali e altri fattori che aumentano la resistenza. Come sempre, i nostri tecnici specializzati sono pronti a discutere la geometria e il progetto dei tuoi pezzi. E non dimenticare di consultare l’analisi interattiva della stampabilità che correda ogni preventivo Protolabs.
**Per richiedere un Design Cube gratuito, cliccare qui.