







Utilizzo corretto degli estrattori per pezzi stampati a iniezione
Perché un progetto corretto ed un posizionamento appropriato minimizzano i segni sui vostri pezzi
I perni dell'espulsore (gli estrattori) sono i "buttafuori" del mondo dello stampaggio a iniezione. Applicano una forza per espellere il pezzo dallo stampo e in alcuni casi lasciano il segno. Per ridurre al minimo l'effetto provocato dagli estrattori, Protolabs progetta e inserisce dei perni, stabilendone anche la posizione, che sarà poi approvata dai clienti prima che l'ordine venga finalizzato.
I perni sono posizionati sul Lato B dello stampo, cioè sul lato su cui resterà il pezzo una volta aperto lo stampo. All'apertura dello stampo, gli estrattori entrano all'interno del lato dello stampo, spingono il pezzo in fuori e si ritirano, permettendo allo stampo di richiudersi per poi riempirsi nuovamente.

Fattori da tenere in considerazione
Protolabs utilizza perni cilindrici, la cui disposizione dipende da diversi fattori. Uno di questi è naturalmente la forma del pezzo (vedi Figura 1). Fattori come l'angolo di spoglia e la goffratura delle pareti laterali o la profondità delle pareti e delle nervature possono aumentare la probabilità che alcune aree del pezzo restino attaccate allo stampo. Anche la scelta della resina può influire sulla posizione o sulla dimensione dei perni. Alcune resine sono più "appiccicose" e richiedono l'applicazione di una forza maggiore per staccare il pezzo dallo stampo. Resine più morbide potrebbero richiedere ugualmente l'impiego di un numero maggiore di perni o di perni più larghi per distribuire meglio la forza ed evitare che la plastica, una volta raffreddata, si fori o si rovini.
Nel processo di Protolabs, le estremità degli estrattori sono piatte e perpendicolari alla direzione di movimento del perno. Per essere efficaci, i perni devono avere una superficie piatta contro cui spingere che sia perpendicolare alla direzione di movimento del perno. Se in quel punto la superficie del pezzo è goffrata, la superficie su cui ha spinto l'estrattore sarà visibilmente liscia. E se la superficie del pezzo non è parallela all'estremità piatta del perno dell'espulsore, l'effetto sarà ancora più evidente a livello estetico.
In uno stampo tradizionale in acciaio, è possibile fresare l'estremità del perno in modo da adattarla alla sagoma della superficie del pezzo quando questa non è perpendicolare alla direzione di movimento del perno stesso. Si produce, così, un estrattore sagomato.
Il processo di Protolabs, però, non utilizza estrattori sagomati.
Se un perno deve agire su una superficie che non è parallela alla sua estremità, si dovrà creare una superfice di appoggio parallela alla superficie dell'estrattore. Trovandosi su un piano diverso rispetto a quello della superficie del pezzo, la superfice di appoggio per l'estrattore, potrebbe essere leggermente rialzata oppure leggermente incassata. L'impostazione predefinita per perni su superfici sagomate prevede l'appoggio leggermente incassato nella superficie del pezzo.
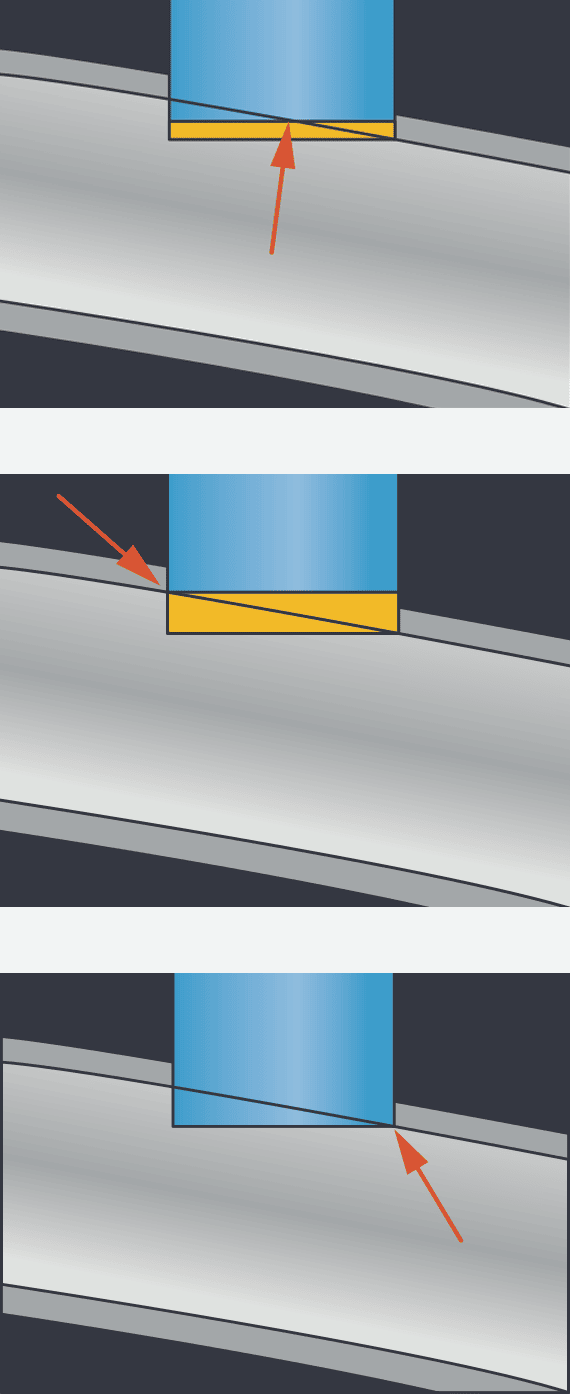
Lo standard Protolabs è un estrattore a taglio piatto che, quando la faccia su cui agisce è inclinata, rimane sulla tangente alla superficie curva. In questo caso il segno dell'estrattore sarà costituito per metà da deposito di plastica e per metà da incasso nella superficie del pezzo. L'illustrazione mostra gli estrattori a taglio piatto, il rilievo e l'incasso sulla superficie del pezzo. Protolabs fornisce due opzioni per l'estrattore a taglio piatto: più corti, che lasciano segno in rilievo e deposito di materiale, più lunghi, che lasciano un segno in incasso senza riempimento di materiale in quel punto. Attenzione, con gli estrattori corti il deposito di plastica aumenta lo spessore in quel punto e potrebbe potenzialmente lasciare un segno, se troppo spesso, sul lato opposto del pezzo. Al contrario gli estrattori più lunghi, che entrano interamente nella superficie, potrebbero diminuire troppo lo spessore. Verificate chelo spessore non sia troppo sottile da lasciarte un piccolo foro sul pezzo a causa di una perforazione o di poco riempimento. Poterte lavorare con la consulenza degli Application Engineers di Protolabs e discutere il posizionamento degli estrattori e le aree critiche, per risolvere i problemi di progetto e stampabilità del pezzo.

Il punto di iniezione a sottomarino rappresenta un esempio estremo di deposito di plastica da un estrattore (vedi Figura 2). Quando non è possibile utilizzare un accesso sul margine, la plastica viene iniettata attraverso il canale in cui si inserisce l'estrattore. Una volta che il pezzo si è raffreddato, l'estrattore preme contro il residuo di materiale nel canale di colata e, durante il processo, si sgancia. In genere il residuo viene rimosso dal pezzo finito durante un'operazione secondaria.
Nella maggior parte dei casi i segni dell'estrattore o quelli lasciati dalla loro rimozione sono nel lato non estetico del pezzo. Tuittavia in alcuni casi questo potrebbe non essere possibile. E' il caso, ad esempio, di una clip che si forma utilizzandop un nucleo passante (illustrazione del nucleo a clip sottostante), perchè la clip aumenta la superficie su quel lato dello stampo ed il pezzo aderirà maggiormente. La clip è normalmente nel lato estetico dello stampo e la sua presenza richiede che anche gli estrattori si trovino da quel lato dello stampo.
Gli estratotri sono a volte usati come canali di ventilazione per aiutare particolari profondi e prevenire l'intrappolamento dei gas alla fine del riempimento.
Design con un'area superficiale limitata
Tutti gli esempi presumono che esistano superfici contro cui gli estrattori possano appoggiarsi per spingere durante l'espulsione. Tuttavia, in alcuni progetti, queste superfici non ci sono. E' per esempio il caso di una griglia in cui, solo le parti superiori delle nervature si trovano nel lato B.

Se la nervatura non ha abbastanza superficie per l'estrattore, il designer dovrebbe aggiungere delle bosse che facciano da base residuale per l'estrattore.
Un altro esempio è un pezzo stampato con il silicone. In quel caso gli estrattori non sono necessari e i pezzi sono estratti manualmente dallo stampo.
Nella maggior parte dei casi, i segni dell'estrattore (o le tracce lasciate dalla loro rimozione) si trovano sul lato non visibile dei pezzi. Ma ciò non è sempre possibile. Si prenda, ad esempio, una grappa formata utilizzando un maschio passante (vedi Figura 3). In questo caso, la grappa fa aumentare la superficie di quel lato del pezzo, perciò la superficie del "lato grappa" aderirà con maggiore forza alla sua metà dello stampo. Questo semistampo diventa, quindi, il Lato B. La grappa si trova in genere sul lato visibile (estetico) del pezzo, ma la sua presenza impone che su quel lato del pezzo si trovino anche i segni dell'estrattore.
Come sempre, sentitevi liberi di contattare uno dei nostri tecnici specializzati, per qualsiasi domanda, al numero 0321 381211 o all'indirizzo customerservice@protolabs.it.