





Erstellen von Designs für den industriellen 3D-Druck mit SLS und MJF
Berücksichtigen Sie bei der SLS- und MJF-Konstruktion die Mindestmerkmalgröße, das Verformungspotenzial, die differnzielle Schrumpfung und die Pulverbeseitgung
Der industrielle 3D-Druck erlaubt mehr Freiheit beim Teiledesign als herkömmliche Fertigungsverfahren und lässt auch komplexere Geometrien zu. Beim 3D-Druck von Teilen aus Kunststoffpulver sind jedoch fünf wichtige Punkte zu beachten, damit die mit selektivem Lasersintern (SLS) oder Multi Jet Fusion (MJF) gefertigten Teile den Erwartungen entsprechen.
Befolgen Sie diese kurzen Konstruktionsregeln, wenn Sie für SLS- oder MJF-Verfahren mit einem unserer pulverförmigen Werkstoffe in technischer Qualität konstruieren: Halten Sie sich an die Mindest-Merkmalgröße, sorgen Sie für minimale Teileverformung und minimale Schrumpfdifferenzen, berücksichtigen Sie, dass Pulver entfernt werden muss und lassen Sie sich zur Teileausrichtung von uns beraten.
1. Einhalten der Mindest-Merkmalgröße bei 3D-gedruckten Kunststoffteilen
Wir definieren die Mindest-Merkmalgröße als die Mindestabmessungen, mit denen ein im CAD-Modell dargestelltes Merkmal erfolgreich realisiert werden kann. Die Mindest-Merkmalgröße bezieht sich nicht auf die Schichtdicke. Sie bezieht sich auf die Größe einer Geometrie, die sich formen lässt und auch die Endbearbeitung übersteht. Nachfolgend sind drei wichtige Punkte aufgeführt, denen wir bei Teilen oft begegnen und denen bereits im CAD-Modell vorgebeugt werden muss. Zu den häufigen Geometrien, die problematisch sein können, gehören Grundlöcher, Gewinde und Bereiche, in denen Innendurchmesser und Verjüngungen zu nahe an den Außenwänden liegen.
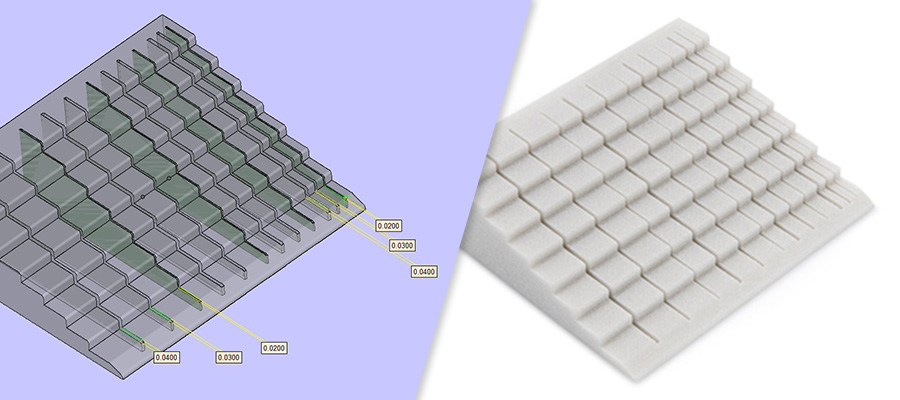
Wandstärke: Dieses Maß bezieht sich auf die Dicke von Teilewänden oder -geometrien in jeder Richtung. Die zulässige Mindestwandstärke beträgt 0,8–1 mm bei SLS und 0,5 mm bei MJF.
Zwischenabstände: Dieses Maß bezieht sich auf den Abstand zwischen zwei Merkmalen. Zwischenabstände sind wichtig beim Entwerfen von 3D-Druck-Teilen aus Kunststoff, da beim Sintern zwei Merkmale miteinander verschmelzen können, wenn der Zwischenabstand nicht groß genug ist. Wir empfehlen Mindest-Zwischenabstände von 1 mm sowohl bei SLS als auch bei MJF.

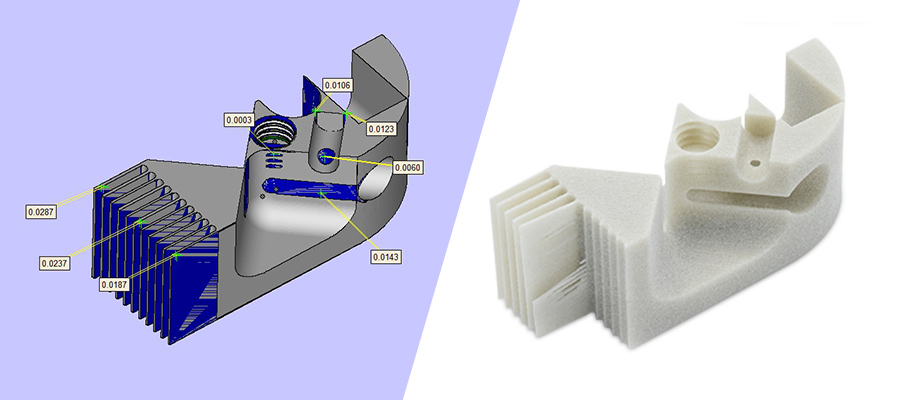
2. Minimieren der Teileverformung bei SLS- und MJF-Teilen
Bei pulverbasierten Druckverfahren wie SLS und MJF wird zum Sintern/Verschmelzen von Pulver zu einem Festkörper Wärme eingesetzt. Durch die Anwendung von Wärme beim Aufbauen des Teils kann es auch zu einer unerwünschten Teileverformung kommen. Die Teilegröße und die Gesamtdicke haben den größten Einfluss auf das Verformungspotenzial. Je größer das Teil – ab 200 mm wird‘s besonders schwierig – desto größer die Wahrscheinlichkeit, dass sich das Teil verformt. Das hängt jedoch auch stark vom verwendeten Material ab. Je dünner ein Teil ist und desto näher es der Mindest-Merkmalgröße kommt, desto wahrscheinlicher ist eine Verformung. Wir empfehlen vier Optionen, wenn Sie fürchten, dass sich Ihr Teil verformen könnte.
- Halten Sie nach Möglichkeit eine gleichmäßige Wandstärke – im Idealfall 3 mm – ein, damit das Teil möglichst stabil ist.
- Entscheiden Sie sich für ein steiferes Material, zum Beispiel PA 12 40 % glasfaserverstäkt oder karbonfaserverstärktes Nylon.
- Wenn Ihr Teil größer ist als 200 mm und Sie fürchten, dass es zu einer Verformung kommen könnte, können Sie auch ein unverstärktes PA 12-Nylonmaterial in unserer großen SLS-Maschine mit einem Bauraum von 736,6 mm x 635 mm x 533,4 mm verarbeiten lassen.
- Als weitere Option bieten wir auch Schneiden und Kleben an.
3. Minimieren der Schrumpfdifferenzen bei SLS- und MJF-Teilen aus Nylon
Ähnlich wie eine Teileverformung kann auch eine ungleichmäßige Schrumpfung auftreten, wenn die Wandstärke eines Teils nicht einheitlich ist. Wenn eine Seite eines Teils im Vergleich zum restlichen Teil außergewöhnlich dick ist, kann das dazu führen, dass die verschiedenen Bereiche unterschiedlich schnell abkühlen. Die dickeren Bereiche kühlen sehr viel langsamer ab als die dünneren, und das kann zu einer unerwünschten Schrumpfdifferenz führen.
Wird an einem Teil ein dickes Merkmal benötigt, empfehlen wir, dieses auf eine Stärke von 3–5 mm auszuhöhlen.
4. Entfernen des Pulvers bei SLS und MJF
Beim 3D-Druck lässt sich der Materialverbrauch sehr gut durch Hohlräume minimieren. Beim SLS- und MJF-Verfahren sind für solche Merkmale keine Stützen erforderlich, jedoch wird in den Hohlräumen Pulver eingeschlossen. Eingeschlossenes Pulver erfordert ein Ablaufloch. Darum werden wir uns kümmern.
5. Bestimmen der Ausrichtung 3D-gedruckter Nylonteile durch uns
Was die Teileausrichtung anbetrifft, so empfehlen wir, dass Sie diese uns überlassen, um mit der Mindest-Merkmalauflösung oder Teileverformung verbundene Risiken noch weiter zu reduzieren.
Unsere Anwendungstechniker beraten Sie dazu gerne. Rufen Sie einfach an unter +49 (0) 89 905002-0, oder senden Sie eine E-Mail an [email protected]. Um Ihr nächstes Design-Projekt zu starten, laden Sie einfach ein 3D-CAD-Modell hoch. Sie erhalten umgehend ein Angebot.