




Surface Finishes – What Is Best For Your Part?
Your masterclass in product design and development
Protolabs’ Insight video series
Our Insight video series will help you master digital manufacturing.
Every Friday we’ll post a new video – each one giving you a deeper Insight into how to design better parts. We’ll cover specific topics such as choosing the right 3D printing material, optimising your design for CNC machining, surface finishes for moulded parts, and much more besides.
So join us and don’t miss out.
Insight: Surface Finishes – What Is Best For Your Part?
Hi and welcome to this week’s Insight video for Friday.
This series of videos is all about giving you some practical advice to help you design better parts for digital manufacturing. Whether that part is produced by 3D printing, injection moulding or CNC machining, we want to help you get it right.

This week we are going to take a closer look at the surface finish of a moulded part and what you should think about.
In theory there are a number of different surface finishes possible for anything from a textured to a highly cosmetic smooth finish.
Of course, putting that theory into practice is very different. There are a few things that you need to consider.
First. What development or production stage is your part at – is it a prototype or finished part?
Second. What material is it being manufactured from?
And third. What is its end use application?
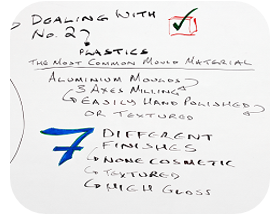
We are going to deal with number two in this list and deal with some of the practicalities that you should be aware of before you begin your design.
Let’s start with plastics as the most common injection moulded material.
There are of course hundreds of thermoplastic resins that are flexible, strong and can give you fine cosmetic finishes.
The finish will depend on the mould. Aluminium moulds are produced using three axes milling and they are easily hand polished or textured to any one of seven different finishes for anything from a non-cosmetic or textured surface to a high gloss polish.
If that were it though, this would be a very short video.
Life is never that simple is it? There is of course more that needs considering than that.
The material that you select for your part can affect the surface finish. Generally, the link is small, but glass, mineral or soft and high shrink materials can produce parts with a different finish to what you are looking for.
These materials have unique properties that unfilled materials don’t. If you do need a highly cosmetic part then avoid them, or at least be cautious about using them. As you can see, they can produce streaking, making it difficult to distinguish between different finishes.
This isn’t the case with all filled resins, but the best thing to do is to speak to your injection moulding supplier and get their advice.
A textured finish is different again in terms of what you need to know. In this case your part may have more draft requirements than a polished surface would.
We deal with the topic of draft in a later video, but briefly it means that you need to apply a slight taper to the face of a part so that it can be easily ejected from the mould. If you don’t then you may end up with scratches or drag marks. The exact draft you need depends on both the design of the part itself and what surface finish you want.
For a good example of draft, take a look at an ice cube next time you are making yourself and Gin and Tonic. It is not a perfect cube. It has rounded edges so that you can get it out of its mould.

But dragging you away from that G & T, it’s also worth noting that it may not be possible to get finishes on deep and thin ribs as they are challenging to reach within the moulds.
If surface finish is important to you, then you must also think about gating. This is where the liquid resin enters the mould. Unfortunately, the gate interrupts the mould’s surface and that leaves an unavoidable cosmetic defect on your part. Ejector pins if needed to remove the part, can also affect the finish.
These are all things that you need to think about at the design stage.
And just to add to your list, you may find that your supplier can offer you custom finishes. You might for example be able to have different finishes applied to different sides of the mould.
Plastics are the most common material used in injection moulding, but let’s finish off by considering another popular option, liquid silicone rubber.
The mould itself is produced in exactly the same way as for plastic, but the moulding process is different. It uses two liquids, mixed together, which are then heat cured in the mould to produce the final part.
The big difference is that parts made from liquid silicone rubber are much more forgiving than plastic parts. They can be manually removed from the mould, so no ejector pins are needed. Liquid silicone rubber also only needs extremely shallow gates, so any imperfections from this area are almost invisible.
Well that’s about it for this week’s Insight video. I hope you enjoyed it.
Until next week.
With special thanks to Natalie Constable.




