





Solución a los problemas de inyección en el moldeo por inyección
Tenga en cuenta el tipo y la ubicación del canal cuando diseñe piezas para moldeo por inyección
En el moldeo por inyección, cada cavidad del molde debe contener una pequeña abertura llamada canal, que permite que el plástico caliente entre en la cavidad antes de pasar a través y alrededor de sus elementos internos hasta rellenarla. La dificultad de esto es que debe recortarse, generalmente a mano. Dependiendo del tipo de canal, el plástico utilizado y la geometría de la pieza, puede dejar un pequeño vestigio, también conocido como resto.
Si coge cualquier pieza de plástico moldeada por inyección, verá (suponiendo que el molde se haya diseñado correctamente) que la mayoría de los canales dejan un vestigio apenas perceptible. En primer lugar, los canales pueden y deben colocarse en zonas que no sean estéticas, siempre que sea posible. En caso de que un canal deba colocarse en una zona menos aconsejable, o donde la materia prima requiera un canal de un tamaño superior al promedio (por ejemplo, las resinas rellenas de vidrio), se pueden adoptar medidas para reducir el factor antiestético.
En el moldeo por inyección de plásticos en Protolabs se usan tipos de canales de uso frecuente, y esta sugerencia de diseño ofrece consejos sobre cómo utilizar estos canales para producir piezas moldeadas estéticas y rentables en el menor tiempo posible.
Las lengüetas de entrada son las más comunes
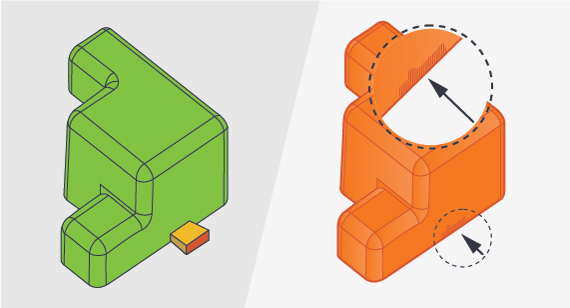
El tipo de canal más utilizado habitualmente es la lengüeta de entrada. Si mirase una pieza sin recortar, el canal parecería un rectángulo cónico que sobresale por el exterior de la pieza. Por lo general y si es posible, se coloca en la parte más gruesa de la pieza y siempre se coloca en la línea de apertura. Por ello, es bastante fácil de recortar y, a menudo, causa el menor impacto posible en la estética y funcionalidad de la pieza.
| Posibilidades de inyección en el moldeo |
|---|
|
Lengüenta
Canal de calefacción
Pivote (también denominado canal capilar)
|
Las lengüetas de entrada son fáciles de fabricar y mantener, lo que reduce los costos generales. Los diseñadores suelen disponer de un amplio abanico de posibilidades en cuanto a la colocación del canal, lo que simplifica el diseño del molde. Las lengüetas de entrada también ayudan a limitar la tensión generada durante la expulsión de la lengüeta, que se recorta después del moldeo. Además, como las lengüetas de entrada son relativamente grandes, se usan generalmente como primera opción con resinas rellenas de vidrio o minerales, ya que pueden ser difíciles de inyectar a través de los canales más pequeños, que verá a continuación. Por todo ello, las lengüetas de entrada son a menudo la primera opción entre los canales.
Los canales de calefacción reducen los vestigios
Sin embargo, las lengüetas de entrada no son perfectas, ya que a veces pueden dejar el resto más grande, un aspecto importante a tener en cuenta si se trata de piezas altamente estéticas. El canal de colada que conduce a una lengüeta de entrada recoge los valiosos restos adheridos que hay en las marcas del molde. Esto puede ser un problema si la pieza supera los límites de tamaño del molde.

Además, el canal de colada que conduce a una lengüeta de entrada se mantiene a la misma temperatura que el resto del molde. Como la resina se enfría ligeramente durante su trayecto al canal, hay que tener en cuenta algunos factores en cuanto al llenado del molde como la uniformidad, la concentricidad, la formación de una línea de punto, desafíos de características finas, etc.
No ocurre lo mismo con un canal de calefacción. Estos utilizan una boquilla caliente para mantener el plástico a su temperatura óptima a medida que fluye por el molde; el único vestigio es un pequeño bulto redondo, normalmente de 1.524 a 2.032 mm de ancho y 0.254 a 0.508 mm de alto, que se puede recortar al ras hasta que sobresalga unos 0.127 mm aprox. A menudo se usan con piezas cónicas o en forma de cúpula para lograr un flujo de resina radial más conveniente que el flujo lineal de una lengüeta de entrada. Por ejemplo, si está fabricando piezas que se parezcan a una bombilla de plástico transparente, a tapas con rosca para recipientes de comida o al botón accionado con la palma de la mano que se usa para tirar los dados en un popular juego de mesa, es muy probable que sea conveniente un canal de calefacción.
Otras cosas a tener en cuenta: Los canales de calefacción se colocan junto al centro de una pieza en lugar de en el borde. Gracias a ello, se reduce la distancia que la resina debe recorrer para rellenar el molde (ventaja) y ayuda a centrar las fuerzas de pinzado de la prensa, lo que reduce el desgaste del equipo, el daño del molde y el destello (más ventajas). Siempre se encuentran en la mitad fija del molde, puesto que este tipo de canal no ocupa espacio en el borde de la cavidad del molde, puede utilizarse en piezas que se acerquen a las dimensiones de la huella máxima de pieza de Protolabs.
Como la resina entra en el molde a una temperatura más alta que en el caso de los canales sin calefacción, puede hacer un mayor recorrido, un factor que es especialmente importante con las características de las piezas de paredes delgadas.
Como ocurre en todos los procesos de fabricación, los canales de calefacción tienen sus propios inconvenientes. Dependiendo de la geometría de la pieza y del tipo de resina, pueden dejar marcas de "enrojecimiento" o marcas de flujo formando un dibujo circular alrededor de la zona del canal. Esto es obviamente un problema, ya que los canales de calefacción generalmente se colocan en el lado estético de la pieza. Otro posible problema sería la degradación de la resina, algo que ocurre con dimensiones de tiro corto y cuando la resina permanece demasiado tiempo en el bidón. Las conexiones a las puntas calefactadas cuestan un poco más, aunque esto se compensa fácilmente con una mejor calidad de la pieza. Y finalmente, debido a que se trata de un canal de pequeñas dimensiones, se puede conectar a una punta calefactada si se usa para inyectar resinas con gran cantidad de relleno de vidrio; en este caso, lengüeta de entrada es normalmente la mejor opción.
Canales capilares (dependiendo de la geometría y el material)
Hay un tercer tipo de canal que puede producir excelentes resultados pero es difícil de fabricar. Los canales capilares se suelen utilizar para aquellas piezas que no pueden tener vestigios de canal en la línea de apertura (como ocurre con las lengüetas de entrada) o en el lado estético de la pieza (donde se encuentran los canales de calefacción). Por consiguiente, este canal se puede utilizar de forma correcta con piezas estéticas. Se trata del único de los tres tipos de canal que se encuentra en el lado B del molde, normalmente en la superficie que no es estética.
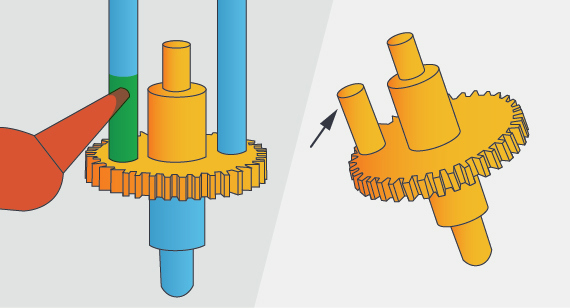
¿Cómo funcionan? Como su nombre lo indica, las canales capilares inyectan resina en el molde a través de un orificio en forma de cono que atraviesa un pivote eyector. Una vez que el plástico se ha endurecido, el pivote eyector hace su trabajo y extrae la pieza del molde. El resto del vestigio se puede quitar de forma manual hasta un rebaje de 0,127 mm o más por encima de la superficie de la pieza, dependiendo de la geometría circundante y la sencillez de montaje en las recortadoras para recortar la guía. Otro aspecto a tener en cuenta: Una gran guía en el material podría provocar una marca de hundimiento en el lado A opuesto a la guía.
El uso de canales capilares depende tanto de la geometría como del material, al igual que ocurre con muchos aspectos del diseño de moldes. La forma y el tamaño del pivote eyector (y, por lo tanto, del canal que recorre) pueden hacer que las resinas rellenas de vidrio y de "flujo lento" sean problemáticas. El cizallamiento que se produce durante la eyección puede suponer que se aplique una gran tensión en el molde. Por otro lado, el ángulo y la profundidad del cono excluyen su uso con numerosas geometrías de piezas, como carcasas u otras piezas huecas. Estos canales también son comunes en los engranajes para evitar que se use una lengüeta de entrada en el perímetro exterior de la pieza.
Evidentemente, cuando se diseña para el moldeo por inyección, la elección del canal puede requerir cierta deliberación. Suponiendo que no se ha especificado un tipo, Protolabs seleccionará el tipo y posición de compuerta que se adapte mejor al diseño y a la resina. Además, siempre tiene la oportunidad de revisar la colocación del canal en la confirmación del pedido.
Para cualquier consulta, no dude en contactar con un ingeniero de productos en [email protected] o con nuestro servicio de atención al cliente en [email protected]