





Risolvere i problemi legati agli accessi nello stampaggio a iniezione
Considerare le opzioni di accesso e posizione nel design di pezzi da stampare a iniezione
Nello stampaggio a iniezione, ogni cavità dello stampo deve contenere una piccola apertura chiamata accesso, che permette alla plastica calda di penetrarvi prima di attraversare e circondare le caratteristiche interne, fino a riempirle. Il problema consiste nella rifinitura di questo accesso, che avviene solitamente in modo manuale. A seconda dello stile dell'accesso, della plastica usata e della geometria del pezzo, questa operazione può lasciare una leggera traccia, conosciuta anche con il nome di segno del testimone.
Se osservate attentamente un pezzo in plastica stampato a iniezione, ipotizzando che sia stato progettato correttamente, la maggior parte degli accessi lascia un residuo appena visibile. Per i novizi, gli accessi possono e dovrebbero, ove possibile, essere posizionati in parti non cosmetiche dello stampo. Nei casi in cui un accesso debba essere posizionato in un'area tutt'altro che ottimale, o laddove il materiale grezzo richieda la presenza di un accesso di dimensioni superiori alla media (come nel caso delle resine rinforzate in vetro), è possibile adottare degli accorgimenti che consentono di ridurre al minimo gli inestetismi.
Per lo stampaggio a iniezione della plastica, Protolabs adotta i più comuni stili di accessi, e questo suggerimento per il design descriverà alcune modalità di utilizzo degli accessi per produrre pezzi stampati cosmetici ed economici nel più breve tempo possibile.
Gli accessi a linguetta sono i più comuni
L'opzione di accesso più comunemente usata è l'accesso a linguetta. Se osservate un pezzo non rifinito, l'accesso ha l'aspetto di un rettangolo assottigliato che sporge dall'esterno. È solitamente posizionato nel punto di maggiore spessore del pezzo, se possibile, e sempre nella linea di giunzione, rendendo abbastanza agevole la rifinitura e producendo spesso il minore impatto sull'aspetto e sulla funzionalità del pezzo.
| Opzioni di punti di accesso con lo stampaggio |
|---|
|
A linguetta
Punto di iniezione a caldo
Accesso a perno (chiamato anche Punto di iniezione a sottomarino)
|
Gli accessi a linguetta sono facili da realizzare e mantenere, e contribuiscono a ridurre il costo complessivo del pezzo. I progettisti hanno solitamente un buon grado di libertà quando si tratta di posizionare gli accessi, semplificando così il design dello stampo. Gli accessi a linguetta aiutano inoltre a limitare la sollecitazione generata durante l'espulsione all'area della linguetta, che viene rifinita dopo lo stampaggio. Inoltre, poiché gli accessi a linguetta sono relativamente grandi, rappresentano di solito la prima scelta quando si utilizzano resine rinforzate in vetro o minerale, che potrebbero essere difficili da iniettare attraverso gli accessi più piccoli di cui parleremo tra poco. Per tutti questi motivi, gli accessi a linguetta sono spesso il tipo di accesso preferito.
I punti di iniezione a caldo riducono i residui
Gli accessi a linguetta non sono perfetti, in quanto possono lasciare il segno del testimone più grande, aspetto questo molto importante che occorre tenere in considerazione per i pezzi che devono possedere una qualità cosmetica elevata. Il canale di colata che porta all'accesso a linguetta ingombra l'impronta consentita dello stampo. Ciò può costituire un problema se il pezzo supera le dimensioni consentite dello stampo.

Inoltre, il canale di colata che porta all'accesso a linguetta è tenuto alla stessa temperatura della parte restante dello stampo. Poiché la resina si raffredda leggermente nel tragitto verso l'accesso, sorgono possibili problemi di riempimento dello stampo, quali l'uniformità, la concentricità, la formazione di cordoni di saldatura, problemi con le caratteristiche sottili, ecc.
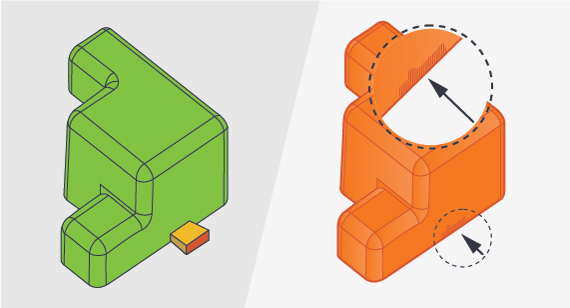
Questo non si riscontra con un punto di iniezione a caldo. Questo tipo di accesso utilizza un ugello riscaldato per mantenere la plastica alla sua temperatura ottimale mentre fluisce nello stampo. L'unico residuo è una piccola protuberanza arrotondata, del diametro solitamente compreso tra 1,524 e 2,032 mm e altezza tra 0,254 e 0,508 mm, che può essere rifinita a filo a circa 0,127 mm. Viene spesso impiegato nei pezzi conici o a forma di cupola per ottenere un flusso radiale della resina più ottimale anziché quello lineare tipico dell'accesso a linguetta. Per esempio, se realizzate pezzi simili alle coperture in plastica per lampadine, ai coperchi avvitabili di contenitori alimentari o ai bicchierini usati per lanciare i dadi di un gioco da tavolo, è possibile che in essi sia presente un punto di iniezione a caldo.
Altri aspetti da considerare: I punti di iniezione a caldo sono posizionati vicino al centro del pezzo anziché al bordo, riducendo la distanza che la resina deve percorrere per riempire lo stampo (aspetto positivo) e contribuendo a centrare le forze di chiusura della pressa, con una conseguente minore usura dei macchinari, minori danni allo stampo e minore quantitativo di bava (altri aspetti positivi). I punti di iniezione a caldo sono sempre posizionati sulla metà fissa dello stampo e poiché questo tipo di accesso non occupa spazio sul bordo della cavità dello stampo, può essere utilizzato su pezzi che raggiungono la misura massima dell’impronta dei pezzi di Protolabs.
Poiché la resina entra nello stampo ad una temperatura superiore rispetto a quella dei punti di accesso non riscaldati, può coprire una distanza maggiore, aspetto questo particolarmente importante con le caratteristiche dei pezzi dalle pareti sottili.
Come tutti i processi di produzione, i punti di iniezione a caldo presentano anch'essi degli inconvenienti. A seconda della geometria del pezzo e del tipo di resina, possono lasciare delle macchie rosse o segni di imperfezione circolari attorno all'area del punto di accesso e poiché i punti di iniezione a caldo si trovano solitamente sul lato cosmetico del pezzo, questo rappresenta un ovvio problema. Un altro problema potenziale è il deterioramento della resina, che talvolta si verifica quando si realizzano accessi di piccole dimensioni e la resina rimane troppo a lungo nel cilindro. La fusione del punto di iniezione a caldo ha un costo leggermente superiore, sebbene questo aspetto sia facilmente compensato da una migliore qualità del pezzo. Infine, trattandosi di un accesso di piccole dimensioni, il punto di iniezione a caldo può ostruirsi se utilizzato per iniettare resine con elevato contenuto di vetro, in questo caso, l'accesso a linguetta risulta essere solitamente l'opzione migliore.
Punti di iniezione a sottomarino (in base alla geometria e al materiale)
Esiste poi un terzo tipo di punto di accesso, in grado di produrre risultati eccellenti, ma difficile da produrre. I perni sono solitamente utilizzati per i pezzi che non possono avere residui dell'accesso sulla linea di giunzione (come per gli accessi a linguetta) o sul lato cosmetico del pezzo, dove si trovano invece i punti di iniezione a caldo. Pertanto, questo tipo di accesso funziona bene anche per i pezzi cosmetici. È l'unico tipo di accesso situato sul lato B dello stampo, che di solito è la superficie non cosmetica.
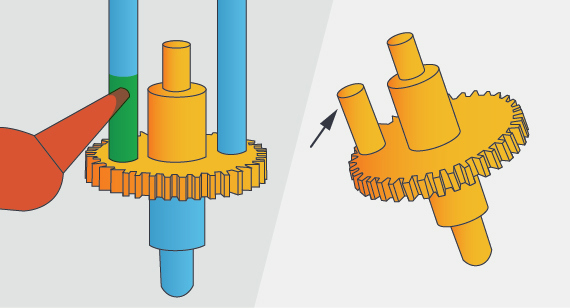
Come funzionano? Come già indicato dal nome, i punti di iniezione a sottomarino iniettano la resina nello stampo attraverso un foro a forma di cono che interseca un estrattore. Quando la plastica è indurita, l'estrattore espelle il pezzo dallo stampo. Il residuo rimasto può essere quindi rimosso manualmente a circa 0,127 mm o più oltre la superficie del pezzo, a seconda della geometria circostante e della facilità con cui si possono inserire le cesoie per recidere il perno. Altro aspetto da considerare: Un perno di grandi dimensioni potrebbe provocare un segno di depressione sul lato A opposto ad esso.
Come per molti aspetti del design di uno stampo, l'impiego di punti di iniezione a sottomarino dipende tanto dalla geometria quanto dal materiale usato. La forma e la grandezza dell'espulsore (e, quindi, il canale nel quale si muove) possono rendere difficoltoso l'impiego di resine rinforzate con vetro e a “flusso lento”. La sollecitazione di taglio che si verifica durante l'espulsione può provocare uno stress significativo sullo stampo, mentre l'angolo e la profondità del cono ne escludono l'utilizzo con molte geometrie di pezzi quali alloggiamenti o altri pezzi privi di nucleo. Questi punti di accesso sono anche comunemente usati negli ingranaggi in quanto quelli a linguetta non possono essere presenti nel perimetro esterno del pezzo.
Chiaramente, quando si progetta un pezzo da stampare a iniezione, occorre valutare attentamente la scelta del punto di accesso. Nel caso non lo abbiate specificato, Protolabs sceglierà il tipo e la posizione più appropriati in base al vostro design e alla resina da utilizzare, ma avrete la possibilità di verificare il posizionamento del punto di accesso durante la conferma dell'ordine.
Come sempre, per eventuali chiarimenti è possibile contattare uno dei nostri Application Engineer all’indirizzo [email protected] o il nostro ufficio di Assistenza clienti, scrivendo a [email protected]