




Solving Gating Problems in Injection Moulding
Consider gate options and location when designing parts for injection moulding
In injection moulding, each mould cavity includes a small opening called a gate that allows molten plastic to enter and fill the cavity. After ejection, the sprue, runner, or small residue at the gate is typically trimmed, often by hand. Depending on gate style, material, and part geometry, this can leave a slight vestige commonly referred to as a witness mark.
Pick up any plastic injection moulded part and, assuming the mould is well designed, most gates will leave a vestige that is barely noticeable. Gates should be placed in non‑cosmetic areas wherever possible. If a gate must sit on a visible surface, or the material requires a larger gate (for example, glass‑filled resins), steps can be taken to minimise the visual impact.
Three gate styles are used in plastic injection moulding at Protolabs. This design tip shows how to apply each gate to produce cosmetic, cost effective moulded parts with short lead times.
Gating Options with Moulding
Tab
|
Hot Tip
|
Pin (also called Post or Tunnel gates)
|
Tab Gates are Most Common
The tab gate is the most common and largest gate style. On an untrimmed part it appears as a tapered rectangular tab on the exterior. It is typically positioned at the thickest section of the part and on the parting line, which makes trimming straightforward and minimises impact on appearance and function.
Tab gates are easy to manufacture and maintain, which lowers overall cost. Designers have broad freedom in gate placement, simplifying mould design. Tab gates also confine ejection stress to the tabbed area, which is removed after moulding. Because they are relatively large, they are often the first choice for glass or mineral filled resins that are difficult to inject through smaller gates. For these reasons, tab gates are frequently the preferred option.

Hot Tip Gates Reduce Vestiges
Tab gates have drawbacks. They can leave the most visible witness mark, which is a concern for highly cosmetic parts. The runner that feeds a tab gate also occupies valuable mould footprint, which can be problematic when a part approaches the maximum mould size.
The runner feeding a tab gate is maintained at the same temperature as the mould. Because the resin cools slightly before it reaches the gate, fill issues can occur, including non-uniform flow, concentricity errors, knit lines, and difficulty filling thin features.
Hot tip gates use a heated nozzle to keep the plastic at the optimal temperature as it flows into the mould. The resulting vestige is a small round bump, typically 1.5 to 2 mm in diameter and 0.25 to 0.5 mm high, which can be trimmed flush to about 0.1 mm. This gate style suits conical or domed parts because it promotes radial resin flow rather than the linear flow of a tab gate. Typical applications include clear dome covers, screw-on lids, and rounded push buttons.
Hot tips are positioned near the centre of a part rather than at the edge, reducing the distance the resin must travel to fill the mould and helping to centre press clamping forces. This lowers equipment wear, mould damage and flash. They are always located on the A side of the mould, and because they do not occupy edge cavity space they can be used on parts that approach Protolabs’ maximum part footprint.
Because the resin enters the mould at a higher temperature than with unheated gates, it can flow further, which is important for filling thin-walled features.
As with any manufacturing method, hot tip gates have drawbacks. Depending on part geometry and resin, they can leave 'blush' or circular flow marks around the gate, which is problematic when the gate is on a cosmetic surface. Small shot sizes can cause resin degradation if material sits too long in the barrel. Hot tip moulds cost slightly more, though improved part quality often offsets the expense. Finally, the small gate can clog when moulding highly glass-filled resins, so a tab gate is generally the better option in that case.

Pin Gates are Geometry- and Material-Dependent
There is a third gate style that can deliver excellent results but is more challenging to manufacture. Pin gates, also known as post or tunnel gates, are used where gate vestiges cannot be left on the parting line or the cosmetic face. This makes them well suited to high appearance components. Of the three gate types used at Protolabs, pin gates are the only ones positioned on the B side of the mould, which is typically a non‑cosmetic surface.
Pin gates inject resin through a cone-shaped hole that intersects the ejector pin location. After the plastic solidifies, the ejector pin pushes the part out of the mould and shears away the small amount of material left in the gate. The remaining post is typically removed by hand, leaving about 0.1 mm or more above the part surface depending on surrounding geometry and access for clippers. A large post can cause a sink mark on the A side opposite the post.
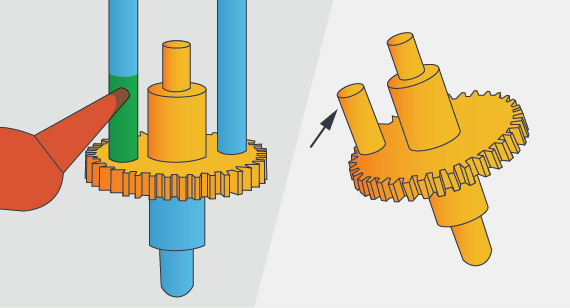
As with most aspects of mould design, the suitability of a pin gate depends on part geometry and material. The shape and size of the ejector pin, and the channel it occupies, can make glass‑filled and slow‑flow resins difficult to process. The shearing that occurs during ejection can place significant stress on the mould, and the cone angle and depth exclude pin gates from many geometries, such as housings or heavily cored parts. Pin gates are commonly used on gears to avoid placing a tab gate on the outer perimeter.
Get a Quote
Ready to optimise gate type and location for cleaner cosmetics and reliable fill? Upload your part for instant pricing and lead times.


