




Cet article traite de l’impression 3D, aussi nommée fabrication additive (additive manufacturing en anglais), des matières et de leurs caractéristiques.
Cette lecture vous apportera ainsi un rapide tour d’horizon des principaux procédés de fabrication en impression 3D ainsi que :
- Les matières disponibles
- Les spécificités des matières
- Les différentes finitions existantes pour vos pièces
- Les opérations secondaires disponibles selon les processus de fabrication
Enfin, nous vous donnerons quelques astuces en termes de conception de pièces.
Pour rappel, en fabrication additive, l’on retrouve 5 grandes techniques que nous allons développer dans cet article :
- La stéréolithographie ou SLA
- Le frittage de poudre plastique ou SLS
- Le multijet fusion ou MJF
- Le Polyjet
- Le frittage de poudre métallique ou DMLS

Pièces imprimées en impression 3D par frittage de poudre métallique
L'IMPRESSION 3D PAR STEREOLITOGRAPHIE
La stéréolithographie est un procédé d’impression 3D sur base de résine liquide, qui a été breveté en 1984 et qui est particulièrement adapté à la phase de prototypage, ce procédé permettant d'obtenir des modèles à l’échelle de manière plus économique et plus rapidement qu’en utilisant la fabrication soustractive de l’usinage.
C’est un process de fabrication additive qui présente l’avantage de produire des pièces esthétiques, lisses, avec des détails très fins et une grande diversité de résolutions, c’est-à-dire, d’épaisseurs de couches.
Fonctionnement : l’on dispose d’une plateforme de construction qui se trouve dans un bac de résine liquide photosensible ; sur cette plateforme, on va venir imprimer nos pièces couches par couche.
Pour cela, la plateforme s’abaisse de la hauteur d’une couche de matière, un rouleau vient déposer une couche de matière liquide et un laser vient polymériser, solidifier, la résine à des endroits bien définis.
La plateforme s’abaisse alors encore une fois, le rouleau vient remettre une couche de résine, et le process se poursuit jusqu’à ce que la pièce soit complètement terminée.
LES MATIÈRES
Concernant les matières utilisées en impression 3D SLA, ce sont des résines époxy et acrylates ; ce sont des matières similaires à et non de vraies matières type ABS/PP ou PC.
C’est pour cette raison que ce procédé est plutôt réservé aux pièces de prototypes ou de validation cosmétique, car elles ne possèdent pas les caractéristiques propres à une vraie matière.
Chez Protolabs nous proposons plusieurs résines pour vos projets en fabrication additive.
Quelques résines proposées par Protolabs
Similaires ABS
Similaire ABS Blanc (Accura Xtreme White 200)
Similaire ABS Gris (Accura Xtreme Grey)
MicroFine™ (Grey and Green) développée par et pour Protolabs pour de la micro-résolution avec des couche de 25 microns. Parfait pour la confection de petites pièces.
Similaire ABS Translucide/Clair, résiste à l’humidité (WaterShedXC)
Similaire ABS Noir (AccuraSL7820)
Ces matières sont souvent utilisées pour :
- prototypes d'appareils médicaux
- pièces électroniques
- microfluidique

Impression en stéréolithographie d'un échiquier en microFine Green

Impression stéréolithographie en MicroFine Grey

Similaire PC Accura
Similaires PC
Similaire PC Hautes Températures(Accura5530)
Similaire Céramique (PerFORM)
Le true silicone : matière 100% pure – 4 duretés possible – blanc ou translucide – biocompatible
Sur le principe la fabrication additive semble simple à mettre en œuvre, mais il faut bien prendre en compte : la conception CAO (Conception assistée par ordinateur) afin de pouvoir bien informatiquement, placer les pièces sur la plateforme, en veillant à ce qu’elles soient suffisamment espacées pour ne pas avoir de problème durant l’impression, en choisissant aussi l’orientation des pièces ou le sens de construction, pour éviter par exemple d’avoir à ajouter des supports de construction sur des surfaces cosmétiques, ou encore, justement, pour placer les fameux supports de construction de façon la plus appropriée possible, pour maintenir au mieux les pièces dans la résine liquide, éviter d’éventuelles déformations et ne pas trop impacter le temps de retrait des supports une fois les pièces imprimées.
LES FINITIONS en impression 3D par stéréolithographie
Chez Protolabs lors de la conception de vos pièces en 3D, nous proposons 3 finitions possibles pour le rendu final.
- Finition brute : les supports ont été retirés, sans aucune autre opération, il reste donc de la matière sur la pièce
- Finition naturelle : les surfaces de la pièce sont poncées afin d’éliminer les traces des supports.
- Finition standard : finition naturelle à laquelle l’on ajoute un sablage de la pièce afin d’obtenir un aspect homogène et uniforme.

Finition standard

Finition naturelle

Finition brute
OPÉRATIONS SECONDAIRES
Des opérations secondaires afin de personnaliser encore plus votre pièce sont possibles dans notre usine d’impression 3D
Il est possible de faire peindre votre pièce avec le RAL de votre choix.
Chez Protolabs, nous pouvons également intégrer des inserts taraudés en laiton dans vos pièces ; les taraudages peuvent être réalisés directement en impression 3D, mais le fait que cette technologie produise des pièces couches par couches fait que les filets peuvent potentiellement être inutilisables ou difficiles à utiliser. La solution que nous proposons, c’est le collage d’inserts laiton taraudés dans votre pièce pour avoir des filets fonctionnels.

SLA Microfluidic medical part

Enfin, pour la matière watershed, lorsqu’on a poncé des résidus, des supports et qu’elle a été sablée, la pièce devient opaque ; on propose donc une finition transparente en appliquant un vernis sur la pièce opaque pour lui redonner sa transparence.
LE FRITTAGE DE POUDRE PLASTIQUE - SLS
Qu’est-ce que c’est ?
La fabrication additive par frittage de poudre plastique, dite SLS, est un procédé d’impression 3D sur base de poudre plastique, qui a été développé et breveté au milieu des années 80 et qui est particulièrement adapté pour la conception de pièces fonctionnelles, et de pièces de production, avec des finitions de surfaces assez rugueuses, donc pour des pièces qui sont plutôt des pièces avec peu d’exigences cosmétiques.
Il s’agit ici d’un système d’impression 3D assez semblable à la fabrication par stéréolithographie
Nous avons donc la plateforme de construction qui se trouve dans un bac de poudre thermoplastique et sur la plateforme, l’on va venir imprimer notre pièce en couche par couche.
Pour cela, la plateforme s’abaisse de la hauteur d’une couche de matière, un rouleau vient déposer une couche de matière en poudre et un laser CO2 vient polymériser, solidifier la poudre à des endroits bien définis. Le processus se répète ainsi jusqu’à ce que la pièce soit imprimée.
En termes d’agencement de la pièce fabriquée, le procédé est un peu plus simple qu’en stéréolithographie, car la pièce ne nécessite pas de supports de construction. Il est donc possible d’empiler la production de pièces dans tout le volume offert par la machine.
Il faut cependant bien veiller à l’espacement, choisir un sens d’impression adéquat et prendre en compte les éventuelles déformations des pièces. Le frittage de poudre est un process de fabrication additive créant beaucoup de chaleur, aussi les pièces sujettes à déformation doivent être placées dans les zones où l’accumulation de chaleur sera moindre.
Un point très important à prendre en compte lors de la conception du fichier pour la fabrication de la pièce. La fabrication additive de plastique par frittage de poudre est très sensible aux zones épaisses, ce qui peut entrainer des déformations. Aussi il faut donc éviter d’imprimer des pièces faisant plus de 3 à 4 mm d’épaisseur.
Si votre pièce plastique est plus épaisse, 3 solutions lors de la conception et l’impression s’offrent à vous :
- Vous avez besoin de résistance mécanique, et vous pouvez évider et ajouter des structures type nids d’abeilles ou structures lattices, pour soutenir mécaniquement les murs de la pièce
- Vous avez besoin de pièces denses, et vous pouvez évider, sachant que nous ne polymériserons qu’une peau de votre pièce, et que de la poudre non polymérisée restera à l’intérieur de votre pièce, ce qui lui donnera du poids
- Vous n’avez pas besoin de densité, et vous pouvez évider et prévoir un trou sur une face de votre pièce, pour évacuer la poudre non polymérisée via ce trou, puis le reboucher ensuite.
Vous obtiendrez une pièce complètement creuse.



LES MATIÈRES
Pour l’impression 3D par frittage de poudre plastique, l’on utilise de vrais polymères thermoplastiques.
Matières proposées
PA12 Blanc – matière FDA et biocompatible
PA12 40% chargé verre
PA12 chargé fibres de carbone
PA12 Flex noir
TPU-88A Noir
Voici des exemples d'applications courants :
- boitiers
- pièces fonctionnelles
- clips / charnières
À noter qu’en impression 3D SLS l’on peut rendre une pièce imperméable en bouchant les pores des pièces en postproduction.
Contrairement à ce que l’on pense souvent, la fabrication additive de plastique par SLS permet de faire des pièces flexibles, notamment avec le PA12 Flex.

LES FINITIONS

De nombreuses finitions existent pour les pièces fabriquées par impression 3D. Chez Protolabs nous pouvons vous proposer :
- Finition standard sablée
- Peinture au RAL souhaité
- Infiltration afin de rendre la pièce fabriquée imperméable
- Intégration ou collage d’inserts laiton taraudés comme en SLA
- Pour les grandes pièces d’impression 3D, une opération de découpe et de collage peut être éffectuée
- Vapour smoothing qui est un traitement chimique proposé par Protolabs en SLS et en impression Multijet fusion qui permet de diminuer la rugosité de surface des pièces imprimées en frittage de poudre.
MULTI JET FUSION - MJF
Le MJF est procédé d’impression 3D sur base de poudre plastique, qui a été développé et breveté par HP. Par rapport à une impression en SLS, le MLF offre une rugosité plus fine, des pièces quasi isotropes et des temps d’impression rapide ! Ce procédé de fabrication additive MJF est donc parfaitement adapté aux prototypes et aux pièces de production.
Pour la fabrication d’une pièce le procédé est assez semblable à la fabrication SLS. La plateforme de construction se trouve dans un bac de poudre thermoplastique, sur cette plateforme, on va venir imprimer nos pièces couches par couche.
Pour cela, la plateforme s’abaisse de la hauteur d’une couche de matière, un rouleau vient déposer une couche de matière en poudre, puis on vient pulvériser à la surface de ce lit de poudre des agents chimiques qui vont être activés par une lampe infra rouge.
La plateforme s’abaisse alors encore une fois, le rouleau vient remettre une couche de poudre, et le process se poursuit jusqu’à ce que la pièce soit complètement terminée.
Pour ce qui est de la disposition des pièces sur la plateforme, les considérations sont les mêmes que celles décrites précédemment pour le SLS.
LES MATIERES
Actuellement, nous proposons 3 matières différentes pour la réalisation de vos pièces en impression 3D multijet.
- Le nylon 12 noir UL HB
- Le TPU 01 ULTRASINT 88A - Skin contact ISO 10993
- Le nylon 11
Ces matières ont la particularité d’être étanches à l’air et à l’eau, et de résister aux UV. Et d'avoir des propriétés mécaniques quasi isotropes.
Applications courantes :
- boitiers électroniques
- automobile
- pièces à clips / charnières


COMPARATIF SLS / MJF

Pour résumer, si vous hésitez entre MJF et SLS :
- MJF est de façon générale, à iso-conception, moins cher que le SLS car le temps process est plus court.
- MJF permet d’avoir des pièces quasiment isotropes et imperméables, sans opération secondaire additionnelle.
- MJF donne des pièces un peu plus lisses que le SLS, avec une rugosité plus fine et des détails plus fins.
- SLS permet notamment, grâce à la taille des plateaux des machines, d’imprimer des pièces plus grandes.
- SLS a des tolérances plus fines qu'en MJF
- Panel de matières/couleurs est plus important en SLS qu’en MJF.
LES FINITIONS
Pour ce qui est des opérations secondaires proposées en MJF, on retrouve +/- ce que l’on propose en SLS.
La finition standard de base donne des pièces sablées et teintées en noir.
En fait, le processus d’impression 3D MJF donne, à la sortie d’impression, des pièces grises +/- homogène en termes de couleur.
Pour avoir une couleur consistante, par défaut, on plonge les pièces dans un bac de teinte noire.
En termes opération secondaires il est possible d'effectuer :
- peinture
- intégration d'inserts taraudés
- cut & glue
- vapour smoothing
VAPOUR SMOOTHING

Nous faisons ici un focus sur le Vapour smoothing.
C’est un nouveau service que Protolabs propose sur certains polymères en fabrication additive par SLS et MJF
Le TPU 88shA en MJF et le PA12 Blanc en SLS.
L’objection de cette finition est de donner un aspect plus lisse aux pièces fabriquées en frittage de poudre, pièces qui ont une apparence assez granuleuse à la sortie de la machine d’impression 3D
Le procédé consiste vaporiser un solvant chimique porté à température sur les pièces. Au final, on obtient des pièces plus lisses et étanches à la fois aux liquides et aux gaz.
Cette opération n’a aucun impact sur les tolérances que nous proposons, ni sur les propriétés mécaniques des pièces traitées.
En revanche, pour pouvoir traiter vos pièces, il faut que la pièce respecte certaines conditions dimensionnelles :
Avoir une épaisseur de 1.5mm minimum et des dimensions maximales de 500mmx300mmx300mm.
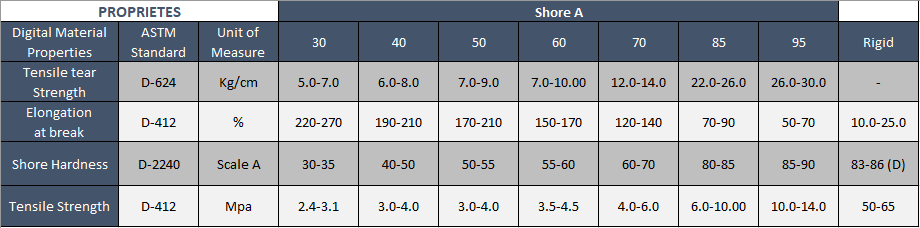
POLYJET
Le Polyjet est un procédé d’impression 3D plastique qui a été créé en 1998.
Il est basé sur des gouttelettes de photopolymères qui sont projetées sur une plateforme, puis polymérisées par une lampe UV. Le principe de l’impression 3D en polyjet revient à comparer la machine à une imprimante à jet d’encre classique.
Ce process capable de réaliser des pièces à grande vitesse permet de projeter plusieurs types de matières pendant une même production ; il est donc tout indiqué pour réaliser des prototypes de surmoulages par exemple, ou pour simuler le comportement d’élastomères.
Des supports de construction sont nécessaires pour maintenir les formes non autoportantes de la pièce. Ces supports se présentent sous forme d’un gel, lui aussi projeté via la tête d’impression. Ils sont retirés une fois la pièce terminée, à la main et avec l’aide de solvants
LES MATIÈRES
Concernant les différentes matières proposées pour la réalisation de vos pièces, nous privilégions des résines similaires à des élastomères.
Ce sont des résines qui imitent le comportement des élastomères mais qui restent des résines sensibles aux UV et peu durables dans le temps, un peu comme en SLA.
Aussi, nous proposons 3 couleurs différentes, qui peuvent être intégrées dans une même pièce, du translucide, du noir et du blanc.
Il faut savoir que plusieurs duretés différentes sont disponibles, de 30shA à 95shA, ainsi qu’une matière rigide, équivalente à un 85shD.

Enfin, concernant les finitions possibles sur des pièces imprimées en Polyjet, nous en retrouvons 2 majeurs au sein de Protolabs. En effet, la pièce sortant d’impression étant déjà très propre, les manipulations sont limitées.
Il y a donc l’étape du retrait des supports et un dégraissage de la pièce.
FRITTAGE DE POUDRE MÉTALLIQUE - DMLS
Le DMLS est un process d’impression 3D basé sur des poudres métalliques ; il a été lancé en 1995.
C’est un procédé de fabrication additive qui permet d’obtenir des pièces d’une densité supérieure à 99.5%, et qui donc est tout à fait adapté à l’impression de pièces de production.
L’avantage de la fabrication additive est de pouvoir produire des pièces à géométries complexes, contrairement à l’usinage par exemple.
Le fonctionnement d’une impression DMLS est assez similaire au procédé SLS, à ceci près que des supports de construction sont nécessaires pour maintenir les pièces dans le lit de poudre.
L’on y retrouve une plateforme de construction qui se trouve dans un bac de poudre métallique ; sur cette plateforme, on va venir imprimer nos pièces 3D en couches par couche.
Pour cela, la plateforme s’abaisse de la hauteur d’une couche de matière, un rouleau vient déposer une couche de matière en poudre et un laser vient fusionner la poudre à des endroits bien définis. La plateforme s’abaisse ensuite et le processus recommence jusqu’à la confection complète de la pièce.
Concernant la préparation de la pièce avec votre logiciel de CAO, il y a plusieurs éléments à prendre en compte.
Comme on l’a déjà vu pour les autres procédés de fabrication additive, il faut veiller au bon espacement des pièces, choisir le sens d’impression le plus cohérent avec la finalité de la pièce (pour des questions esthétiques) mais il faut aussi veiller à bien choisir les supports de construction, potentiellement devoir les renforcer à certains endroits de la pièce, qui risquent de se déformer, et aussi penser à un éventuel traitement thermique après l’impression, pour relaxer de possibles contraintes qui pourraient elles aussi amener à des déformations.
LES MATIERES
En impression 3D métallique, de nombreuses matières existent.
- L’aluminium, parfait pour ses propriétés thermiques et sa légèreté.
- L’acier inoxydable, idéal pour les implants grâce à sa résister à la corrosion
- L’acier maraging, qui est un alliage résistant et ductile, parfait pour des empreintes de moules, ou des pièces dans l’aéronautique
- Le titane qui une matière biocompatible et implantable. Parfait pour des applications nécessitant une pièce imprimée en 3D à la fois légère et résistante à la corrosion
- L’inconel qui est un alliage nickel / chrome très résistante aux températures élevées, à la corrosion et qui possède une bonne résistance âne traction, à la fatigue et fluage
- Le cobalt / chrome qui est biocompatible et très utilisé dans l’aéronautique du fait de sa forte résistance mécanique, au fluage et à la corrosion
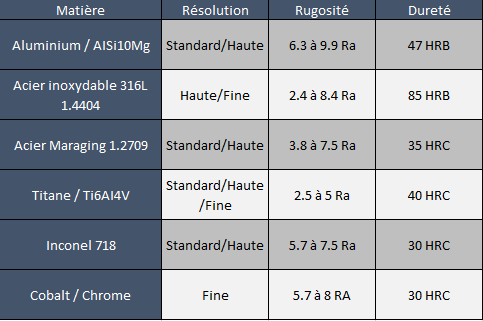


En impression 3D par DMLS l’on obtient une rugosité assez importante et variable selon :
- La matière : on obtient une rugosité plus faible avec de l’acier inoxydable qu’avec du cuivre
- La résolution : plus la résolution sera fine, moins la pièce sera rugueuse
À noter que l’orientation de la pièce sur la plateforme d’impression a également son importance.
En moyenne, toutes matières et résolutions confondues, il faut s’attendre à obtenir des pièces dont la résolution se situe dans une fourchette allant de 5 à 10 µm.
Finitions DMLS (standard et polie)


Lors de la préparation d'une pièce en DMLS il faut prendre en compte les supports. D’un point de vue mécanique, les supports relient les pièces à leur plateforme de construction ; en DMLS, on peut utiliser plusieurs types de supports, dont certains qui sont renforcés et utilisés dans des zones stratégiques des pièces où on sait, qu’il peut y avoir plus de déformations.
Pour les retirer après impression, suivant leur taille, leur nombre, la géométrie de la pièce, on utilise plusieurs techniques, comme le meulage, l’électro érosion ou encore l’usinage.
Un autre point très important à prendre en compte également en impression métallique par DMLS : les angles autoportants.
Le procédé d’impression additive DMLS nécessite des supports, mais il faut savoir que pour les structures au-delà de 45° d’inclinaison par rapport à l’horizontale, il est possible de ne pas ajouter de supports : c’est ce qu’on appelle des structures auto-portantes.
C’est un point à prendre en compte dans les designs des pièces et qui permet de gagner du temps process.

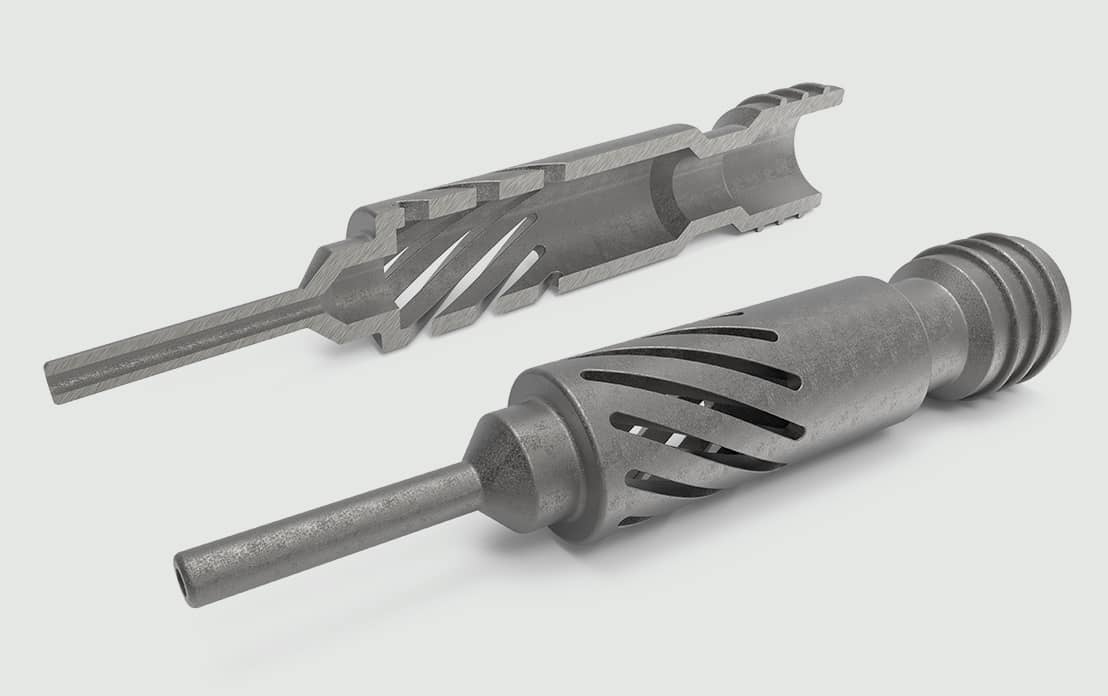
Autre astuce de conception concernant les canaux internes à vos pièces en DMLS comme des canaux de refroidissement par exemple ; ces canaux sont autoportants ; vous n’avez donc pas à vous inquiéter d’avoir d’éventuels supports de construction à l’intérieur de ces structures.
En revanche, il convient de noter que pour des diamètres supérieurs à 8mm de diamètre, les canaux ont tendance à se déformer comme on le voit sur les photos à l’écran.
LES FINITIONS

Du point de vue des finitions, nous proposons une finition standard, avec retrait des supports et sablage des pièces.
Nous pouvons également faire du polissage, comme on l’a déjà vu, ou de la reprise d’usinage en 3 ou 5 axes, comme des taraudages, filetages, ou encore de l’électro érosion.
Nous proposons également des traitements thermiques ; relaxation des contraintes ou durcissement.
Certains de ces traitements sont appliqués d’office sur certaines matières par exemple le traitement de relaxation des contraintes pour le titane qui est une matière sujette à déformations), les autres traitements thermiques étant disponibles sur demande.
On peut aussi faire de la soudure sur les pièces, proposer la conception de structures lattices pour les pièces épaisses, faire des analyses mécaniques ou de porosité… en résumé, il y a tout un panel d’opérations secondaires que nous sommes à même de vous proposer en DMLS !
Voilà qui achève notre tour d’horizon de ce qui existe en fabrication additive et de ce que peut proposer Protolabs en termes de services. Aussi si vous avez besoin de faire réaliser vos pièces, que ce soit en impression 3D, mais aussi en injection plastique ou en usinage, n’hésitez pas à nous consulter.
Et embarquez avec nous pour la visite de notre nouveau site d'impression 3D à Putzbrunn en Allemagne !
