





Maîtriser les détails complexes sur les pièces usinées
Créez des pièces usinées de haute complexité, plus rapidement et plus efficacement
Les outils d’usinage CNC acquièrent chaque année des capacités supplémentaires. Les tours à outillage rotatif peuvent fraiser les formes les plus variées, et percer des trous désaxés ou radiaux, opérations qui auraient demandé autrefois une petite excursion vers le service de fraisage. Les centres d’usinage, eux, sont équipés de têtes indexées qui permettent l’usinage 3+2, les différentes faces d’une pièce pouvant être traitées en une seule opération. Les concepteurs et ingénieurs peuvent s’en réjouir : cela permet de produire des pièces extrêmement complexes, avec une qualité supérieure, des coûts moindres et des délais réduits.
Mais cela ne signifie pas que tout est possible - il y a toujours des règles d’usinage à appliquer - et ne pas les respecter pourrait imposer des corrections onéreuses et retarder les projets. Ces conseils de conception explorent certains aspects essentiels que tout concepteur de pièces devrait connaître, et notamment :
- Placement des trous
- Fraisage des évidements profonds
- Utilisation de filetages et d’inserts
- Texte
- Rayons de courbure
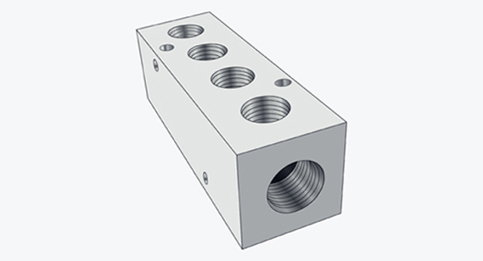
Protolabs possède des fraises indexées ou 3+2. Cette fonction permet à la machine de fixer une pièce par sa partie inférieure, et d’usiner la partie supérieure et les faces latérales en un seul passage. Ce fraisage permet la production de pièces plus complexes : par exemple un support avec des contre-dépouilles sur ses faces latérales, ou un distributeur pneumatique troué comme un gruyère suisse.
Chez Protolabs, comme sur les centres de fraisage, le tournage CNC sur des tours à haute vitesse permet de terminer en un seul passage de nombreuses pièces complexes. Les outils rotatifs et les capacités sur l’axe Y permettent par exemple de tourner un boulon, de fraiser les méplats pour la clé, puis de percer un trou traversant pour un fil de sécurité. On peut citer d’autres exemples plus compliqués comme un piston hydraulique avec des rainures d’alignement à une extrémité, un dispositif avec des trous pour la clé de serrage sur une face, ou un arbre avec une clavette externe. Dans certains cas, il est même possible de « tourner » une pièce plus orthogonale que ronde.
En gardant à l’esprit ces capacités de fraisage et d’outils rotatifs, voici cinq éléments à prendre en compte lors de la conception de pièces complexes :
1. Positionnement des trous
La dimension minimale pour des trous sur l’axe ou parallèles à l’axe sur les tours CNC Protolabs est de 1 mm, avec une profondeur maximale de 6x le diamètre. Les trous radiaux (percés depuis le côté de la pièce) doivent avoir au moins 2 mm de diamètre. Les trous traversant entièrement une pièce tournée ou fraisée sont possibles en général (notamment sur des pièces creuses ou en forme de tube), mais suivant la dimension de pièce, le diamètre du trou et la matière, l’outil de coupe peut ne pas avoir une portée suffisante. Protolabs effectuera l’usinage depuis chaque côté quand c’est possible, mais vérifiez d’éventuelles contraintes soulignées par l’analyse de votre plan.
2. Évidements profonds
Les rainures externes d’une pièce tournée ne peuvent dépasser 24,1 mm de profondeur, ou descendre sous 1,2 mm de largeur. Toutes les autres fentes fraisées doivent en général respecter les mêmes dimensions que les trous percés. Une bonne approche empirique consiste à ne pas dépasser une profondeur de 6 fois la largeur. Assurez-vous également de garder une épaisseur de paroi d’au moins 0,5 mm sur la matière adjacente. Les méplats importants et autres surfaces fraisées - que ce soit sur une fraise ou un tour - dépendent entièrement de la géométrie de la pièce liée à la dimension de l’outil de coupe disponible. Les rainures ou nervures profondes peuvent être difficiles, où qu’elles soient. Il est possible de découper des rainures semblables à celle d’un radiateur sur une pièce tournée ou fraisée, mais cela dépend de sa géométrie et des outils disponibles. Une fois encore, lisez attentivement votre analyse de faisabilité, et n’hésitez pas à tester notre logiciel ou à contacter un ingénieur d’application.
 |
| Les concepteurs ajoutent fréquemment des fonctions filetées aux pièces fraisées et tournées. Les options de filetage diffèrent pour les pièces fraisées et tournées, vérifiez ici pour vous assurer d'avoir sélectionné le bon procédé. |
 |
|
Vous souhaitez ajouter un filetage à votre pièce usinée ? Vous pourriez aussi penser à utiliser un insert. Les inserts hélicoïdaux (illustrés ici) et les inserts clés offrent une durée de vie plus longue que les filetages nus, en particulier dans les matériaux mous comme l'aluminium ou le plastique. |
3. De meilleurs filetages
Les capacités de filetage des tours et des fraises de Protolabs se superposent souvent. En général, Protolabs peut effectuer des filets à partir de # 4-40 (M3 x 0,5) jusqu’à 1/2-20 (M10 x 1,25) suivant le type de machine et l’emplacement du filetage, mais il existe des exceptions. Consultez le guide de filetage pour des mesures et détails précis. À cette occasion, lisez bien la section concernant la bonne approche pour modéliser les filetages, qu’ils soient internes ou externes, et fraisés ou tournés. Vous pouvez également envisager l’utilisation d’un insert. Les inserts hélicoïdaux et filetés fonctionnent plus longtemps que des filets usinés directement, surtout dans les matières tendres comme l’aluminium et le plastique, et ils sont faciles à installer par vos soins.
4. L’inscription de textes peut être onéreuse
Les pièces aérospatiales et médicales complexes ont souvent besoin d’un marquage permanent d’un numéro et du nom de la société. Plus généralement, un texte gravé peut être esthétique, mais c’est aussi l’opération d’usinage la plus gourmande en temps, et qui devient réellement prohibitive lorsque les quantités de production augmentent. Une gravure électrochimique ou au laser est généralement préférable. Si vous devez quand même usiner un texte, il faut qu’il soit concis et précis, avec une police simple. Pour les métaux tendres et les plastiques, nous recommandons la police Arial Rounded MT 14 points, avec une profondeur de 0,3 mm, et pour les métaux durs la police Arial Rounded MT 22 points avec la même profondeur.
5. Attention aux angles
L’une des erreurs courantes sur une pièce usinée est de conserver des angles intérieurs marqués. Chez Protolabs, l’outil de tournage utilisé pour la finition possède une tête de 0,8 mm, un paramètre dont il faut tenir compte pour toute pièce appariée. La dimension des fraises peut descendre jusqu’à 1 mm pour les aciers doux et 1,2 mm pour les aciers durs et les plastiques, ce qui signifie que tout évidement présentera des rayons de courbure internes un peu supérieurs à la moitié de cette valeur. C’est déjà relativement précis, mais n’oubliez pas qu’un fraisage avec un outil aussi petit demande beaucoup de temps, et sera limité à une profondeur de 4 mm pour les aciers durs et 7,6 mm pour les aciers doux et les plastiques. La meilleure solution est de supprimer les angles intérieurs, ou de choisir un rayon interne aussi grand que possible pour les pièces appariées.
Vous avez besoin de filetages sur votre pièce usinée ? Vous pouvez également envisager l’utilisation d’un insert. Les inserts hélicoïdaux (présentés ici) et les inserts filetés fonctionnent plus longtemps que des filets usinés directement, surtout dans les matières tendres comme l’aluminium et le plastique.
En bref, prêtez attention aux points suivants : L’oubli des règles de base d’une bonne conception pour la fabrication compliquera encore plus des opérations d’usinage déjà complexes, et augmentera donc les coûts. Un coût un peu supérieur peut être insignifiant sur un prototype, mais changera complètement la donne lorsque la demande augmente et que la production concerne des quantités importantes. Comme d’habitude, si vous avez le moindre doute sur une pièce complexe ou un détail, contactez Protolabs au +33 (0)4 56 64 80 50 ou envoyez un email à [email protected].