





6 approches pour optimiser la conception des pièces en usinage CNC
Prenez en compte la profondeur des trous, les filetages, les épaisseurs de parois et autres capacités d’usinage pour réduire la durée et les frais de production
La fabrication rapide et économique de prototypes ou de pièces de production est souvent un équilibre entre les capacités de l’usinage CNC et une conception optimisée de la pièce pour ces capacités. Ainsi, il existe quelques considérations importantes lors de la conception de pièces pour les processus de fraisage et de tournage chez Protolabs, qui peuvent accélérer la production tout en réduisant les coûts.
Pour optimiser complètement votre conception pour l’usinage, vous devez penser à :
- Profondeurs et diamètres des alésages
- Dimensions et types de filets
- Inscription sur les pièces
- Hauteurs de parois et largeurs des détails
- Tours à outillage rotatif
- Fraisage multi-axes
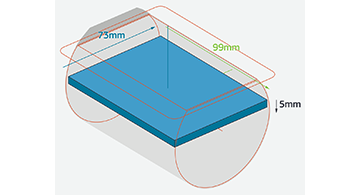
Ceci illustre les dimensions maximales d’une pièce, en maximisant le bloc de matériau brut, pour une pièce de 74 mm de large et de 5 mm de haut.

1. La vérité sur les alésages
Toute personne ayant passé cinq minutes dans un atelier d’usinage sait à quoi ressemble un foret, et comment il fonctionne. Pourtant, la plupart du temps, les alésages sont interpolés chez Protolabs avec une fraise cylindrique deux tailles, plutôt que percés. Cette méthode d’usinage offre une grande flexibilité en termes de dimensions possibles d’alésage pour un outil donné, et garantit une meilleure finition de surface que celle obtenue avec un foret. Elle nous permet également d’utiliser le même outil pour usiner des rainures et des poches, en réduisant la durée de cycle et le coût des pièces. Le seul bémol est que les alésages dont la profondeur est supérieure à six diamètres présentent un défi en raison de la longueur limitée de la fraise, et peuvent demander un usinage depuis les deux faces de la pièce.
2. Un bon filetage
L’alésage et le filetage vont de pair. On utilise dans de nombreux ateliers des tarauds pour créer des filets internes. Les tarauds ressemblent à une vis avec des dents, et ils sont « vissés » dans un alésage effectué au préalable. Nous adoptons une approche plus moderne pour le filetage, en utilisant un outil appelé fraise à fileter pour interpoler le profil du filetage. Ceci forme un filet précis, et une seule fraise peut être utilisée pour toute dimension de filets présentant le même pas (le nombre de filets par pouce), en réduisant la durée de la production et de la mise en place. C’est ainsi que les filets UNC et UNF de #2 à 1/2 pouces, et les filets métriques de M2 à M12 sont tous possibles avec un seul jeu d’outils. (pour en savoir plus sur le filetage, c’est ici).
3. Veillez au texte
Vous avez besoin d’un numéro de pièce, d’une description ou d’un logo fraisé sur vos pièces ? L’outillage de Protolabs est capable d’usiner pratiquement tout texte requis, à condition que l’espace entre les caractères et la course nécessaire pour les « écrire » mesurent au moins 0,5 mm. Le texte devrait également être en creux plutôt qu’en relief, et nous suggérons des polices de 20 points ou plus comme Arial, Verdana, ou polices sans empattements similaires.
4. Parois élevées et détails minuscules
Tous nos jeux comprennent des outils de coupe en carbure. Ce matériau extrêmement rigide assure une durée de vie maximale pour les outils, et une productivité avec une déflexion minimale. Mais même les meilleurs outils subissent une déflexion, de la même façon que les métaux, et surtout les plastiques soumis à usinage. Pour cette raison, la hauteur des parois et les dimensions des détails dépendent fortement de la géométrie d’une pièce donnée et du jeu d’outils utilisé. Chez Protolabs, l’épaisseur minimale d’un détail est de 0,5 mm, et la profondeur maximale de 51 mm, mais cela ne veut pas dire que vous pouvez créer un dissipateur thermique nervuré avec ces dimensions.
5. Tours à outillage rotatif
Parallèlement à des capacités étendues de fraisage, nous proposons un fraisage CNC à outillage rotatif. Les jeux d’outils utilisés sur ces machines sont similaires à ceux de nos centres d’usinage, sauf que nous ne les utilisons pas aujourd’hui pour des pièces en plastique. Cela signifie que les alésages décentrés, les rainures, les plats et autres détails peuvent être usinés parallèlement ou perpendiculairement (axialement ou radialement) à l’axe longitudinal de la pièce usinée (axe Z) et suivront en général les mêmes règles de conception que celles appliquées aux pièces orthogonales fabriquées sur nos centres d’usinage. Ici la différence est plus dans la forme du matériau brut que dans le jeu d’outils lui-même. Les pièces tournées, notamment arbres et pistons, sont généralement usinées à partir d’un cylindre, tandis que les pièces fraisées - distributeurs, boîtiers d’instruments et capots de vannes, par exemple, le sont à partir de parallélépipèdes. Comme vous allez pouvoir le lire, nous avons également dépassé ces contraintes.
6. Usinage 5 axes
Il existe deux « nuances » distinctes de fraisage chez Protolabs. Avec l’usinage 3 axes, la pièce est fixée en bas du bloc de matériau brut, et elle est usinée depuis le haut. Chaque face de la pièce demande donc une mise en place séparée, et pour les pièces de dimension supérieure à 254 mm par 178 mm, seuls le haut et le bas peuvent être usinés : pas de mise en place sur les côtés ! Le fraisage indexé permet cependant d’usiner jusqu’à cinq faces de la pièce avec une seule mise en place. Avec le fraisage 5 axes, la pièce peut être indexée pour tout angle jusqu’à 90° (et pour des angles multiples, ou composés) permettant un positionnement complexe, non orthogonal.
Les jeux d’outils utilisés dans chaque cas sont identiques. La différence concerne le matériau brut. Comme sur nos tours, des barres cylindriques sont utilisées pour le fraisage indexé, ce qui amène d’intéressantes discussions mathématiques sur la dimension, la géométrie et la position de la pièce dans le volume de matériau brut (c’est là qu’il faut reprendre vos cours sur le théorème de Pythagore !). Pour voir quelques exemples, vous pouvez jeter un œil sur le diagramme ci-joint, ou bien télécharger votre fichier CAD 3D pour obtenir immédiatement un exemple.
Pour une assistance personnalisée, contactez votre ingénieur commercial pour lui poser vos questions par téléphone au +33 (0) 4 56 64 80 50 ou par email : [email protected]
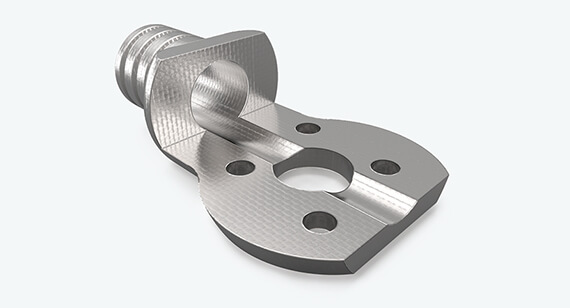
La pièce présentée ici a été fabriquée sur un tour CNC à outils rotatifs.
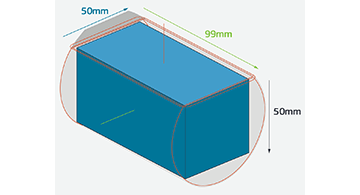
Avec le fraisage 5 axes, voici comment une pièce peut tenir dans un bloc de matériau avec des dimensions hors tout de 50 mm de large et 50 mm de haut.