





3 Key Elements to Consider When Designing for Overmoulding
Look at bonding, materials, and general mouldadability principles when creating overmoulded parts
Injection moulding is a common and cost-effective method for manufacturing parts. It’s widely used for everything from medical devices and children’s toys to household appliances and automobile parts, producing parts that are both strong and light, in many cases replacing machined or cast metal products.
Sometimes, however, injection-moulded plastic parts need a little help. Low impact or vibration resistance, slippery surfaces, poor ergonomics, and cosmetic concerns are just a few of the reasons why a second molded part is often added as a grip, handle, cover, or sleeve.

Some manufacturers choose to assemble these two different moulded components together with glue, screws, or an interference fit, but this takes time and costs money, and may lead to less-than-desirable results. Fortunately, the process of rapid overmoulding offers an alternative solution.
This design tip explores three important elements of rapid overmoulding:
- Bonding
- Materials
- Principles
What is Rapid Overmoulding?
This process uses a mechanical or chemical bond (and oftentimes both) to permanently marry two parts together. This sidesteps assembly hassles, simplifies product design, and can improve the characteristics of many injection-moulded parts.
At Protolabs, it works by placing a previously moulded part—the substrate—back into the press and injecting a second plastic or liquid silicone rubber (LSR) over, into, and around the original part. The two-shot process requires a pair of moulds—one for the substrate, and one for the complete, overmoulded product. It also needs a human to tend the machine, loading substrate parts and unloading completed products, a process known as “pick-and-place” overmoulding.
What’s next? Before embarking on any overmoulding design project, several design considerations should be explored first:
- Bonding. A strong bond between the two materials is critical to overmoulding.
- Materials. Substrate and overmould materials should be physically, chemically, and thermally compatible.
- Principles. The principles of mouldability apply equally to overmoulding, with a few additional considerations to keep in mind.
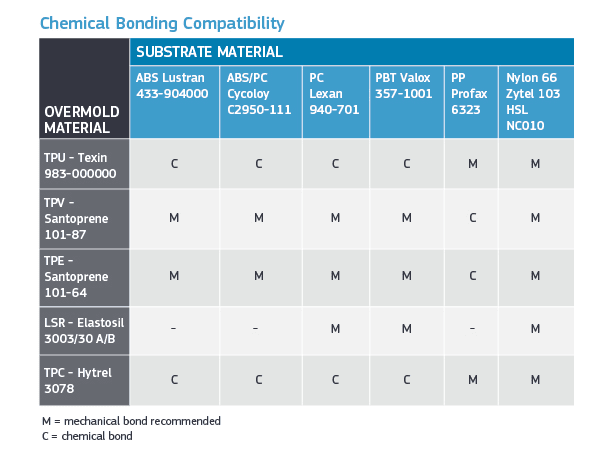
Bonding
Let’s start with bonding. In a perfectly overmoulded part, the overlay is impossible to remove, and will tear before separating from the substrate, or even take some of the underlying material with it. The thermoplastics TPU and TPC, for example, form a strong chemical bond with ABS, polycarbonate, and PBT Valox (a type of polybutylene). Santoprene TPV, a tough but flexible “vulcanizate” widely used in weatherseal, food service, and wire and cable applications, is more restrictive, readily bonding to polypropylene but little else.
Achieving a high-level chemical bond isn’t always possible, though, nor even necessary in many cases. Consider a moulded electronics housing cover with an overmoulded gasket made of a soft sealing material. Once the cover is locked in place, the gasket has nowhere to go. All that’s needed is enough bond to hold the gasket to the substrate so it can’t fall out or be misplaced during assembly. This is an excellent application for overmoulding, by the way, since it eliminates the need for a stamped paper or rubber gasket that must then be manually glued in place.
In most cases, we recommend a mechanical interlock to augment or even replace a chemical bond. This can be achieved by placing an undercut in the substrate part, or a series of reverse-tapered or counterbored holes into which the overmoulding material can flow, assuring a no-fail mechanism in all but the most demanding applications. If you’re unsure how to add these features to your part design, contact one of our applications engineers at +44 (0) 1952 683047 or [email protected].

Maximising Material Choices
There are many reasons to overmould. One of the most common is to improve a product’s grip while retaining its physical strength—the handle on a power tool, for example, or a non-slip grip for a surgical instrument. In this case, TPU over ABS is an excellent choice. Aesthetics and product branding are also readily achieved with overmoulding—a sports franchise might use the team colors in two-piece overmoulded mouth guards for its players, while a well-known tractor manufacturer could dress up its riding lawnmowers with green and yellow overmoulded cowlings.
LSR is another popular injection moulding material. It offers excellent tensile and tear strength, is hydrophobic (repels water), flexible, bacteria and UV-light resistant, and biocompatible. About the only downside to LSR—at least in an overmoulding situation&mdsh;is its relatively high moulding temperature of 177 degrees C, hot enough to soften substrate materials such as ABS, polyethylene, and others. Fortunately, polybutylene terephthalate (PBT) and glass-filled nylon hold up just fine. At Protolabs, we offer more than 100 engineering-grade thermoplastic and liquid silicone rubber materials, and dozens of colourants.
Following the Rules (Principles)
Overmoulding reads from the same playbook as traditional injection moulding processes, with a few additional idiosyncrasies:
- Proper draft angles, uniform wall thickness, and smooth transition lines must be maintained in both parts.
- The thickness of the overmould material should be less than or equal to that of the substrate below it.
- The melting temperature of the overmoulding material should be less than that of the substrate (as in our LSR example).
- If chemical bonding isn’t practical, don’t despair. Mechanical interlocks are a great way to “hold it all together,” and should be used wherever possible.
- Texturing of the substrate workpiece may help with adhesion. Texturing of the overmoulded part may provide a better grip and more attractive surface.
- The surface of the overmoulded part should be even with or slightly below any adjacent substrate surfaces.
Overmoulding is a great way to improve your product’s physical attributes or enhance its appearance. As with our other injection moulding services, we produce cost-effective tooling with production quantities of 25 to 10,000 or more in about 15 days. If you’re looking to make millions of parts, rapid overmoulding is also a great way to test prototypes for bonding and material compatibility prior to investment in two-shot production moulds, or to serve as bridge tools until those moulds are ready.
Because rapid overmoulding is more complex than standard injection moulding, the upfront tooling costs might be slightly higher than the sum of two moulded and assembled components. Any additional investment is quickly absorbed, however, by the elimination of secondary assembly costs, as well as a higher quality, more durable product.
As always, feel free to contact us with any questions, at +44 (0) 1952 683047 or [email protected]. To get your next design project started today, simply upload a 3D CAD model at protolabs.co.uk for an interactive quote within hours.