




CNC Part Design - Optimising With Machining In Mind
Your masterclass in product design and development
Protolabs’ Insight video series
Our Insight video series will help you master digital manufacturing.
Every Friday we’ll post a new video – each one giving you a deeper Insight into how to design better parts. We’ll cover specific topics such as choosing the right 3D printing material, optimising your design for CNC machining, surface finishes for moulded parts, and much more besides.
So join us and don’t miss out.
Insight: CNC Part Design - Optimising With Machining In Mind
Transcript
This time around we’re going to be running through a few ways to optimise your part design for CNC machining.
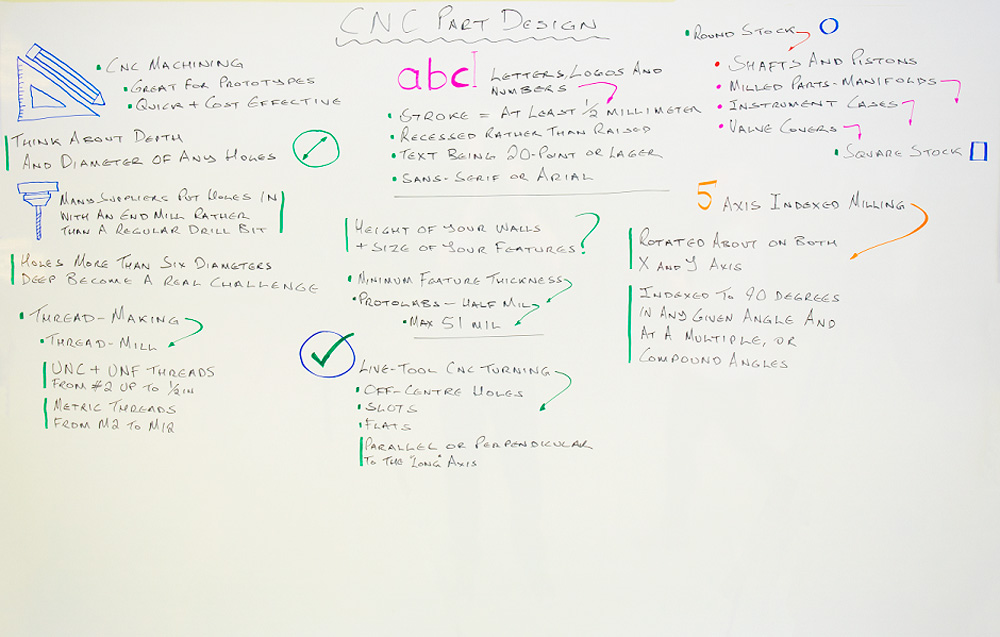
Now, as you know CNC machining is a great way to get your prototypes and production parts made-up quickly and cost-efficiently. However, like anything else out there it has its strengths and weaknesses, and to really take advantage of it you need to build your design with machining in mind.
For example, from the moment you start sketching up ideas you need to be thinking about the depth and diameter of any holes you’ll be putting in it.

The reason for this is that many suppliers put in holes with an end mill rather than a regular drill bit. They do this because it provides great flexibility in terms of the hole sizes available with a given tool and offers better surface finish than is possible with a drill. It also allows them to use the same tool for machining slots and pockets, reducing the cycle time and the overall cost to you.
The only downside of all this is that holes more than six diameters deep become a real challenge. An end mill only has a limited length, so putting anything in beyond that may require machining from both sides of the part. That takes time and money.

Another bit of machining that usually involves drills is thread-making. Now, many shops use taps to cut internal threads, but we take a more modern approach with a tool called a thread mill.
This creates an accurate thread, and a single milling tool can be used to cut any thread size that shares that pitch, which saves on both production and setup time. What this means to you is that you can use UNC and UNF threads from #2 up to 1/2 in., and metric threads from M2 to M12, and everything is going to work just great.
Next, let’s have a quick talk about letters, logos and numbers. Sometimes the piece you’re manufacturing needs to have a part number, description, or logo milled onto it. If this is the case for your part, you need to make sure the design is going to work smoothly with milling.

On a practical level, that means that spacing between individual characters and the stroke used to “write” them needs to measure at least half a millimetre, and that text should be recessed rather than raised. Marking it onto the part is a lot easier than removing everything else around it! On top of that, ideally we’re looking at text being 20-point or larger, with a simple, sans-serif font like Arial.
The next thing to bear in mind when drawing up those plans is the height of your walls and size of your features. Even the strongest tools bend a little, as do the materials being machined, and because of this the wall heights and feature sizes that you can get away with are very dependent on the individual part geometry.
The minimum feature thickness we work with here at Protolabs is half a mil, with the maximum feature depth coming in at 51 mil. However, even with that in mind it doesn’t mean you can build a ribbed heatsink using those dimensions. That’s just not going to work.
Right, that’s pretty much everything about what you can’t do – or, at least, should try and avoid doing – so let’s talk about some of the interesting things you can do with modern CNC machining.
For example, you can take advantage of live-tool CNC turning. The toolsets used on these machines allow for off-centre holes, slots, flats, and other features that can be machined parallel or perpendicular to the “long” axis of the turned workpiece.
The difference here is in the shape of the raw material rather than the toolset itself. Turned parts such as shafts and pistons start out as round stock, while milled parts-manifolds, instrument cases, and valve covers, for example-typically don’t. They use square or rectangular blocks instead.

On top of that, we’re now able to offer 5-axis indexed milling, which can allow for some pretty wild designs.
You see, with conventional 3-axis milling the workpiece is gripped from the bottom of the raw material blank while all of the part features are cut from the top. Each side of the workpiece thus requires a separate setup, and only the top and bottom can be machined.
With 5-axis indexed milling, the part can be rotated about on both the X and Y axis, being indexed to 90 degrees in any given angle - and at multiple, or compound, angles. This allows for some truly complex positioning. The maths and geometry involved in planning out the milling of these parts is seriously impressive.

On that note we’re going to call it quits for this week. But make sure you come back next Friday.
Until next week.
With special thanks to Natalie Constable.
Other Videos >




