





Post-traitement pour impression 3D métallique
Améliorer la précision dimensionnelle, la rugosité de surface et les propriétés mécaniques des pièces métalliques pour les applications à fortes exigences
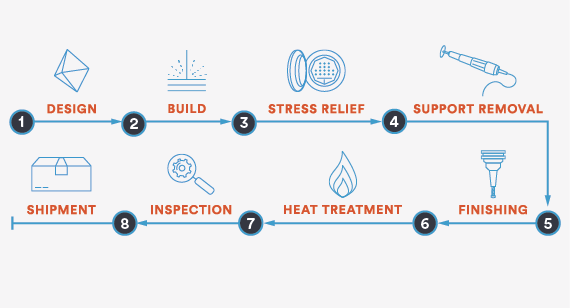
Le processus d’impression 3D métallique ne se limite pas à envoyer un fichier 3D CAO à la machine et à lancer la construction. La production de pièces exigeantes demande également une bonne conception, des matières de qualité, la transmission de paramètres à la machine et des contrôles stricts de processus. Et tandis que la fabrication additive s’impose progressivement dans les applications de production, un post-traitement est souvent nécessaire pour respecter les exigences de fabrication les plus avancées. En effet, il n’y a aucune place pour des erreurs lorsque votre composant est destiné à un lancement dans l’espace ou à une procédure médicale pouvant changer une vie. Une fois que la construction par frittage laser direct de métal (DMLS) est terminée, il existe de nombreuses options de post-traitement pour continuer d’améliorer la précision dimensionnelle des pièces, leur qualité de finition de surface et leurs propriétés mécaniques.
Usinage CNC post-processus pour améliorer les tolérances et la finition de surface
Comme pour bien des processus d’impression 3D, la suppression de la structure porteuse est nécessaire sur les pièces DMLS. En général, les pièces sont d’abord séparées de la plate-forme de fabrication en utilisant l’électroérosion par fil, ou une scie à bande, puis la matière de la structure porteuse est supprimée par des outils manuels. Cela fonctionne très bien dans de nombreux cas, mais parfois des options supplémentaires d’usinage peuvent être nécessaires pour des détails critiques qui demandent des tolérances strictes ou une meilleure finition de surface.
Imaginons que vous conceviez un système d’alimentation en carburant destiné à être monté sur le corps d’une fusée. La solution optimale pour aborder des assemblages et de fabriquer l’ensemble des composants en un seul passage, mais parfois la géométrie de la pièce, sa taille ou les matières vont limiter vos possibilités et vous devrez concevoir des fonctionnalités pour assembler vos pièces imprimées en 3D. Ainsi, un usinage post-processus offre une approche pour produire des détails d’assemblage précis, tout en gardant la liberté de conception de la fabrication additive.
En général, le processus DMLS peut produire des pièces avec des tolérances de ± 0,1 à 0,2 mm plus ±0,005 mm/mm. Mais avec l’usinage CNC post-processus, des tolérances strictes de l’ordre de ±0,05 mm peuvent être obtenues. Pour usiner ces détails, un plan doit être fourni pour compléter le fichier CAO, et pour indiquer les détails et les tolérances requises. Pendant les phases de devis et de revue de conception, un de nos ingénieurs d’applications passera en revue le fichier pour déterminer si les tolérances indiquées sont possibles.
L’usinage post-processus peut également être utilisé pour améliorer la qualité de finition de surface. La rugosité des surfaces des pièces DMLS telles quelles se situe entre 3 µm et 12 µm Ra selon l’orientation, la matière et l’épaisseur des couches. Grâce à l’usinage CNC post-processus, une finition de surface de Ra 0,8 µm est possible.
La précision apportée par l’usinage CNC s’applique également à la production de trous et de filetages. Pour la plupart des métaux, nous recommandons de concevoir des trous taraudés de taille supérieure à M1.6 ou de diamètre supérieur à 1,00 mm.
Rappelez-vous que si votre pièce DMLS demande un usinage post-processus, elle devra être fixée dans la fraiseuse, et les surfaces courbes ou biseautées peuvent poser un problème. Nos ingénieurs d’applications peuvent évaluer si la pièce est adaptée à un usinage post-processus durant la revue de conception. Dans certains cas, une portion destinée à être sacrifiée peut être définie dans le fichier source pour favoriser le processus d’usinage, avant d’être supprimée.
Des propriétés mécaniques améliorées avec les traitements thermiques avancés
Le chauffage et refroidissement rapide du métal pendant le processus DMLS entraînent des contraintes internes. Chaque pièce est soumise à un traitement de relaxation des contraintes conforme à la norme ASTM 3301, mais des traitements thermiques supplémentaires peuvent encore améliorer certaines propriétés mécaniques comme la dureté, l’allongement, la résistance à la fatigue, etc.
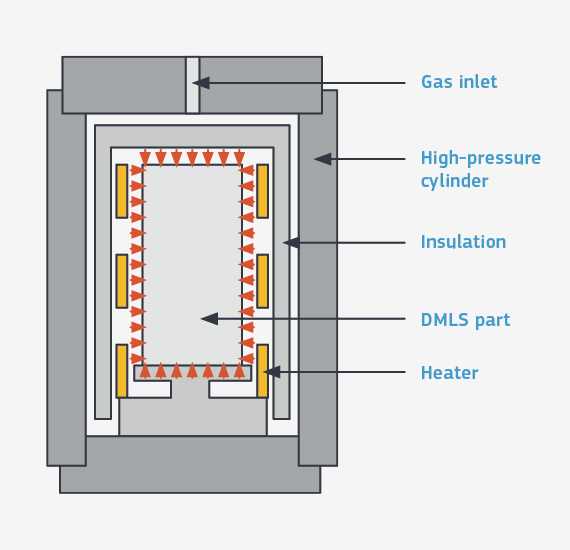
Compression isostatique à chaud (HIP)
Le frittage laser direct de métal permet de créer des pièces avec une densité proche de 100 %, mais la compression isostatique à chaud (HIP) peut être utilisée pour évacuer toute microporosité interne subsistante, et fournir un autre niveau de contrôle pour éliminer toute défaillance. Le processus fonctionne en soumettant la pièce à une température élevée et à une pression uniforme pour la solidifier totalement.
Trempe
La trempe en solution est une autre option de traitement thermique pour obtenir des pièces de production de haute qualité qui exigent des propriétés mécaniques améliorées. Ce processus chauffe la pièce à haute température, avant un refroidissement rapide qui modifie la microstructure en améliorant la ductilité. Il est souvent utilisé pour les pièces en aluminium.
Inspections qualité pour la validation des pièces DMLS
Il existe une grande variété de méthodes d’inspection et de rapports de qualité pour valider la précision dimensionnelle et les propriétés mécaniques d’une pièce. Un plan doit être fourni en complément du modèle 3D CAO si des inspections de qualité sont nécessaires.
Nous proposons aux clients différentes options de rapports :
Inspection du premier article (FAI) - Ce processus vérifie que les pièces finales sont conformes au plan original, au bon de commande et à d’autres spécifications.
L’inspection dimensionnelle utilise des équipements MMT pour garantir que les dimensions de la pièce sont bien dans les tolérances requises, en conformité avec les mesures indiquées dans le plan d’origine.
Le rapport final donne les détails de l’emplacement sur la plate-forme de construction, l’orientation de la pièce, la position des structures de support, et un fichier main courante décrivant l’ensemble du processus de construction sur la machine.
Pour finir, un certificat de conformité comprenant le suivi des pièces peut être délivré à la demande.
Étant donné qu’une grande majorité des pièces DMLS tirent parti de l’impression 3D métallique pour une plus grande légèreté ou pour des structures internes complexes, la tomographie informatique (CT) est devenue un mode d’inspection adapté, car il permet une validation de pièce non destructive. Ce processus peut être utilisé pour inspecter et valider des détails creux ou canaux internes. Il peut mesurer les variations d’épaisseur de paroi, ou détecter le gauchissement et la fissuration, et peut vérifier qu’il ne subsiste pas de poudre dans la pièce.
La fabrication additive pour les composants métalliques peut sembler complexe, mais nos ingénieurs d’applications par impression 3D, très expérimentés, vous accompagneront à chaque étape. Nous effectuons toujours une revue soigneuse de la conception avant que les pièces ne soient envoyées à la machine pour impression. Cela non seulement garantit une bonne conception, mais fournit à notre équipe de production les informations nécessaires pour optimiser l’orientation de construction et le placement des structures de support, afin d’obtenir des pièces de la meilleure qualité. Si un post-processus est nécessaire pour se conformer aux exigences de fabrication, un responsable de projet travaillera avec vous pour vous donner des informations à chaque étape du processus.
Vous pouvez toujours contacter l’ingénieur d’applications Protolabs au +33 (0)4 56 64 80 50 ou par email : [email protected] pour discuter en détail de votre composant métallique imprimé en 3D. Si vous avez une pièce en préparation et que vous avez besoin d’un devis, il vous suffit de télécharger votre modèle CAO 3D pour démarrer.
| Analyse de matière et de poudre |
|---|
|
La qualité de la matière joue également un rôle critique dans la qualité de la pièce finale. Voici certains des contrôles que nous effectuons sur la qualité de poudre :
|