






Selektives Lasersintern (SLS)
Bestellen Sie kundenspezifische SLS-Teile, die für Rapid Prototyping und die Endfertigung geeignet sind.
shield_locked Alle hochgeladenen Dateien werden sicher und vertraulich behandelt.
Zertifizierungen ISO 9001:2015 | ISO 14001:2015 | DNV Herstellungsqualifizierung für Inconel 718 | JOSCAR
Selektives Lasersintern (SLS) ist ein industrielles 3D-Druckverfahren in der Additive Fertigung zur Herstellung exakter Prototypen und funktionsfähiger Produktionsteile in bereits einem Tag. Es stehen zahlreiche polyamidbasierte Werkstoffe (PA) und thermoplastisches Polyurethan (TPU) zur Verfügung, mit denen sich äußerst langlebige Teile herstellen lassen. Beim SLS-3D-Druck sind keine Stützstrukturen erforderlich, was die Herstellung mehrerer Teile in einem einzigen Druckvorgang erleichtert und eine wirtschaftliche Lösung darstellt, wenn größere Mengen an 3D-gedruckten Teilen benötigt werden.
Häufige Anwendungen für das selektive Lasersintern sind:
- Vorrichtungen und Befestigungen
- Gehäuse
- Schnappverschlüsse und Filmscharniere

Selektives Lasersintern (SLS) Materialoptionen
PA 12 Weiß
expand_less expand_morePA 12 Weiß ist eine wirtschaftliche Materialwahl für funktionsfähige Prototypen und Fertigteile. Es bietet eine hohe Schlag- und Temperaturbeständigkeit, ist sehr langlebig und bleibt unter verschiedenen Umweltbedingungen stabil. Das Nylonmaterial weist ein weißes Oberflächenfinish auf, das im Vergleich zu anderen Nylons eine etwas rauere Oberflächenstruktur aufweist.
Primäre Vorteile
- Stärke und Steifigkeit
- Ausgewogene Materialeigenschaften
PA 12 - Glass Filled Weiß
expand_less expand_morePA 12 - 40% Glass Filled Weiß ist ein Polyamidpulver, das mit Glaskugeln gefüllt ist,
die Steifigkeit und Formstabilität verleihen. Das Material besitzt eine höhere thermische Beständigkeit als ungefüllte Polyamide und weist eine ausgezeichnete langfristige Verschleißfestigkeit auf. Aufgrund des Glaszusatzes hat es im Vergleich zu anderen Nylons eine geringere Schlag- und Zugfestigkeit.
Primäre Vorteile
- Steifigkeit und Formstabilität
- Langfristige Verschleißfestigkeit
- Hohe Temperaturbeständigkeit
PA 12 - Carbon Filled Schwarz
expand_less expand_morePA 12 - 40% Carbon Filled Schwarz ist ein anthrazitgraues Nylon, das sich durch extreme Steifigkeit und hohe Temperaturbeständigkeit auszeichnet, gepaart mit elektrischen Leitfähigkeitseigenschaften und geringem Gewicht. Es kann sowohl für funktionsfähige Prototypen als auch für Fertigteile verwendet werden. Der Karbonfaser-Füllstoff bietet je nach der betrachteten Richtung der drei Achsen unterschiedliche mechanische Eigenschaften. Dieses Material weist im Vergleich zu anderen SLS-Nylons eine gute Oberflächenqualität und ein glatteres Finish auf.
Primäre Vorteile
- Extreme Steifigkeit
- Elektrische Leitfähigkeit
- Ausgezeichnete Langzeitstabilität
TPU-88A Schwarz
expand_less expand_moreDieses thermoplastische Polyurethan (TPU) kombiniert gummiartige Elastizität und Dehnung mit guter Abrieb- und Schlagfestigkeit. Es kann sowohl zur Herstellung von Prototypen als auch von Funktionsteilen eingesetzt werden. Die gummiähnliche Qualität des Materials ist ideal für Dichtungen, Griffe, Schläuche und alle anderen Anwendungen, bei denen eine hervorragende Beständigkeit unter dynamischer Belastung erforderlich ist.
Primäre Vorteile
- Flexibilität
- Reiß- und Abriebfestigkeit
- Langlebigkeit
Materialeigenschaften vergleichen
| Material | Farbe | Zugfestigkeit | Zugelassener Modul | Dehnung |
|---|---|---|---|---|
| PA 12 (PA 650) | Weiß | 50 MPa ± 4 MPa | 2000 MPa ± 200 MPa | 11% ± 4% |
| PA 12 Glass Filled | Weiß | 50 MPa ± 4 MPa | 3600 MPa ± 400 MPa | 5% ± 2% |
| PA 12 Carbon Filled* | Schwarz | 85 MPa ± 5 MPa | 8300 MPa ± 400 MPa | 3.2% ± 2% |
| TPU-88A* | Schwarz | 20 MPa ± 5 MPa | 520% ± 50% |
* X Fläche
Diese Zahlen sind Näherungswerte und hängen von einer Reihe von Faktoren ab, einschließlich, aber nicht beschränkt auf Maschinen- und Prozessparameter. Die bereitgestellten Informationen sind daher nicht verbindlich und gelten nicht als zertifiziert. Wenn die Leistung entscheidend ist, sollten Sie auch unabhängige Labortests der Zusatzstoffe oder der fertigen Teile in Betracht ziehen.

Leitfaden zur Oberflächenbehandlung beim 3D-Druck
Unser Leitfaden zur Oberflächenveredelung beim 3D-Druck gibt Ihnen einen schnellen Überblick über unsere Veredelungsmöglichkeiten und was Sie erwarten können, wenn Ihre 3D-gedruckten Teile bei Ihnen eintreffen.
Leitfaden für 3D-Druck-OberflächenbehandlungenÜber das Selektive Lasersintern
Was ist selektives Lasersintern?
expand_less expand_moreSelektives Lasersintern (SLS) ist ein Pulverbettdruckverfahren. Es verwendet einen Hochleistungslaser, um winzige Stücke von Nylonpulver zu verschmelzen. Dabei wird die Geometrie von digital geschnittenen CAD-Modellen Schicht für Schicht nachgezeichnet und von unten nach oben gearbeitet.
Das selektive Lasersintern (SLS) ist ein industrielles 3D-Druckverfahren, mit dem präzise und schnelle Prototypen und funktionale Produktionsteile in nur einem Tag hergestellt werden können. Es stehen mehrere Materialien auf Nylonbasis zur Verfügung, aus denen äußerst haltbare Fertigteile entstehen.
SLS-Designempfehlungen helfen Ihnen, die Möglichkeiten zu verstehen.
Was spricht für das selektive Lasersintern?
expand_less expand_moreWarum sollten Sie das Selektive Lasersintern für Ihr 3D-Druckprojekt wählen?
SLS-Teile haben eine höhere Belastbarkeit und Schlagzähigkeit als durch Stereolithografie (SL) hergestellte Teile. SLS bietet nicht die Oberflächengüte und die feinen Details, die bei SL möglich sind. Wir bieten auch eine Reihe Zusatzdienstleistungen an, wie z. B. Lackierung, Nachbearbeitung sowie Messung und Inspektion, um das Oberflächenfinish Ihres 3D-gedruckten Projektentwurfs weiter zu verbessern.
SLS-Datenblätter finden Sie in unserem Leitfaden zum Material-Vergleich.
Wie funktioniert das selektive Lasersintern?
expand_less expand_more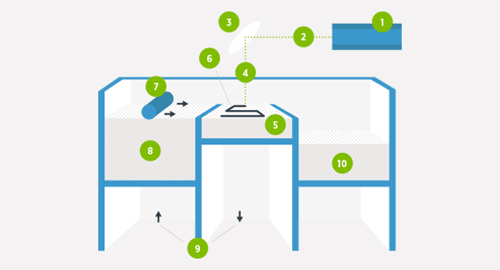
Zu den Komponenten eines SLS-3D-Druckers gehören:
Lasereinheit (1), Laserstrahl (2), Spiegel/Galvomotor-System, Strahlsteuerung (3), fokussierter und gerichteter Strahl (4), Baukammer (5), gefertigtes Teil (6), Walze (7), Pulvervorratsbehälter (8), Kolben (9) und Pulversammelbehälter (10).
So funktioniert Selektives Lasersintern:
Die SLS-Maschine beginnt damit, jede Schicht der Teilegeometrie in ein erhitztes Bett aus Pulver auf Nylonbasis zu sintern. Nachdem jede Schicht geschmolzen ist, bewegt sich eine Walze über das Bett, um die nächste Pulverschicht zu verteilen. Der Prozess wird Schicht für Schicht wiederholt, bis der Aufbau abgeschlossen ist.
Bevor nun der sogenannte Part Cake nach dem Lasersintern, also das Pulver mit dem erzeugten Teil, aus der Maschine in eine Auspackstation transportiert werden kann, muss das aufgeheizte Kunststoffpulver zunächst noch abkühlen. Anschließend wird das gesamte Pulverbett mit den eingekapselten Bauteilen in eine Auspackstation gebracht, wo es angehoben und die Teile aus dem Bett herausgebrochen werden. Zunächst wird das lose Pulver durch manuelles Abbürsten grob entfernt, danach werden die Teile perlgestrahlt, um zurückgebliebene Pulverreste zu entfernen, bevor sie schließlich die Abteilung für die Oberflächenbehandlung erreichen.
Vorteile des Selektiven Lasersinterns
expand_less expand_more- Wettbewerbsfähiger Preis
- Sehr gute Maß- und Formgenauigkeit
- Eignung für manche Funktionsprüfungen
- Problemloses Reproduzieren komplexer Geometrien
Wozu wird selektives Lasersintern eingesetzt?
expand_less expand_moreSelektives Lasersintern wird in zahlreichen Branchen für eine Vielzahl von Produkten und Anwendungen verwendet.
Es ist ein beliebtes Verfahren zur Herstellung von aerodynamischen Komponenten, Ventilatoren und kleineren Turbinen. In der Automobilindustrie wird es für Innenraumkomponenten eingesetzt. Auch eignet es sich für Scharniere, Elektrogehäuse und Sportartikel.
Aufgrund der breiten Palette von Materialien mit zahlreichen Eigenschaften wird es in den meisten Industrien auch für Röhrenleitungen verwendet, so in der Automobil-, Luft- und Raumfahrt-, Medizin- und in der Öl- und Gasindustrie
Design-Überlegungen zum selektiven Lasersintern
expand_less expand_more- Runden Sie Ecken ab, wo Wände aufeinander treffen, so reduzieren Sie die Spannung.
- Gleichmäßige Wandstärken zwischen 1,5 mm und 3,8 mm werden empfohlen, um Krümmungsneigung und Verformungen zu reduzieren. So wird größere Stabilität und Präzision erzielt.
- Massive Bereiche (> 4 mm) werden in der Regel mit einer Wandstärke von 2 bis 4 mm ausgehöhlt, um Einfallstellen oder ggf. sogar einen Maschinenabsturz zu vermeiden. Die Anpassung der CAD Datei für das Aushöhlen wird von Protolabs übernommen. Das Sinterpulver, das sich prozessbedingt im entstandenen Hohlraum befindet, kann nicht entfernt werden und verbleibt im Bauteil.
- Verstärken Sie große Flächen mit Rippen, damit sie sich nicht so leicht verformen.
- Wo bei Spritzgussteilen Metallbuchsen für Gewindeeinsätze überspritzt werden, können bei SLS heißverstemmte Einsätze eine vergleichbare Funktion übernehmen.
- Vorsicht bei sehr feinem Text, die Mindestmerkmalgröße beträgt 1 mm. Bei sehr kleiner Schrift besteht die Gefahr, dass Pulver zurückbleibt und Zahlen und Buchstaben dadurch weniger gut lesbar werden. Durch eingelassene Beschriftung werden bessere Ergebnisse erzielt, aber auch hier gilt eine Mindestmerkmalgröße von 0,5 mm.
- SLS bietet einen großen Bauraum, da keine Stützstrukturen benötigt werden, steht das ganze Pulverbett zur Verfügung, sodass mehrere Teile auf einmal aufgebaut werden können.
- Entscheiden Sie sich für unverstärktes Nylon, wenn das Fertigteil etwas „nachgiebiger“ sein soll.
- Kennzeichnen Sie bei der Übermittlung Ihres Designs Oberflächen, bei denen die Ästhetik wichtig ist. Zur geraden und genauen Ausrichtung stellen unsere Techniker Teile in der Baukammer oft ein wenig schräg. Dies kann jedoch zu einem "Treppen"Effekt führen.
- PA 12 Weiß - ein ausgewogener und wirtschaftlicher Werkstoff, für allgemeine Anwendungen oft die erste Wahl.
- PA 12 Glass Filled Weiß – eine gute Wahl, wo Steifigkeit und Temperaturbeständigkeit wichtig sind, durch die Glasfaserverstärkung ist es jedoch brüchig.
- PA 12 Carbon Filled Schwarz – hat viele Eigenschaften. Die Karbonfaserverstärkung verleiht ihm richtungsabhängig unterschiedliche mechanische Eigenschaften. Glattere Oberfläche im Vergleich zu anderen SLS-Nylonwerkstoffen und gute Oberflächenqualität.
- TPU 88A Schwarz – verbindet eine gummiähnliche Elastizität und Bruchdehnung mit guter Abrieb- und Schlagfestigkeit. Kann für Prototypen und funktionsfähige Teile genutzt werden.
- SLS-Werkstoffe sind in der Regel hydroskopisch – sie absorbieren Wasser.
Ressourcen




