




Choisir une matière plastique pour l'impression 3D en stéréolithographie (SLA)
Comparaison entre les matières plastiques pour le moulage par injection et les « simili-thermoplastiques » utilisés en stéréolithographie

De nombreux facteurs doivent être pris en considération pour comparer les propriétés matérielles des matières thermoplastiques utilisés en injection plastique avec celles des « simili-thermoplastiques » utilisés dans les techniques d'impression 3D de qualité industrielle telles que la stéréolithographie (SLA), aussi bien pour des prototypes que des petites et moyennes séries.
La SLA est un procédé d'impression 3D de pièces plastiques qui utilise un liquide thermodurcissable plutôt qu'un thermoplastique, durci par UV en couches pour la réalisation de pièces plastiques. En raison des grandes différences dans les méthodes de fabrication, les propriétés matérielles telles que la résistance à la traction, la déformation à la chaleur et le module de flexion peuvent être différentes de celles des équivalents plus traditionnels de la SLA. En outre, la SLA produit des propriétés anisotropes où les valeurs des axes X, Y et Z peuvent varier en fonction de l'orientation de fabrication, un facteur unique aux processus d'impression 3D.
Dans le cadre de nos services d'impression 3D, nous proposons un large choix de composites simili-thermoplastiques pour la SLA, et la polyvalence et l'étendue des procédés et applications potentielles pour les pièces produites par SLA pourrait vous surprendre. Dans les tableaux ci-dessous, nous examinons chaque matière et ses propriétés, et les comparons entre elles (ainsi qu'avec les plastiques pour le moulage par injection) pour vous aider à choisir celle qui conviendra le mieux à vos besoins de stéréolithographie (SLA).
Simili-polycarbonates
Le simili-PC Avanced High Temp (Accura 5530) est mieux adapté à la fabrication de pièces qui requièrent résistance et solidité ainsi qu'une forte résistance à la chaleur, telles que les composants électriques ou ceux des moteurs automobiles. Cette matière plastique, avec un post traitement thermique, la déformation à la chaleur de la pièce quelle soit un prototype ou pour une petite série peut être encore améliorée, au détriment toutefois de sa durabilité. À noter qu'un post traitement thermique modifie la couleur de la pièce, lui donnant une légère teinte ambrée.
Simili-céramique blanche
La matière plastique simili-céramique blanche (Advanced High Temp PerFORM) est souvent utilisée par un parc de machines pour la fabrication de pièces comme les boitiers automobiles, les caissons électriques, les tests en soufflerie et autres composants nécessitant tolérance à la chaleur et résistance. Elle allie une très grande tolérance à la chaleur avec résistance et rigidité. Un post traitement thermique peut être utilisé pour améliorer encore ses propriétés mécaniques et sa résistance à la chaleur, la rendant toutefois plus cassante et sensible aux chocs.
| Méthode d'essai |
Simili-PC Advanced High Temp (Accura 5530) |
PL Lexan 940 (Moulé) |
Simili-céramique blanche (Advanced High Temp PerFORM) |
|
|---|---|---|---|---|
| Absorption d'eau | DIN EN 120 62 |
0.55 ± 0.15% (20 degrés C, 50 % d'humidité relative) |
24 h : 0,15 % |
0.35 ± 0.15% |
| Module E (plan x-y) | DIN EN ISO 527* | 3,400 ± 400 MPa | -- | 10,000 ± 1,000 MPa |
| Résistance à la traction (plan x-y) | DIN EN ISO 527* | 50 ± 10 MPa |
|
70 ± 10 MPa |
| Allongement à la rupture (plan x-y) | DIN EN ISO 527* | 3 ± 2% | 90% | 1.5 ± 1% |
Graphique 1 : Comparaison de deux simili-PC et d'un thermoplastique PC moulé dans quatre catégories de propriétés matérielles.
*vitesse de test 10 mm/min.
Simili-ABS
Le plastique simili-ABS noir (Accura Black 7820) offre une grande résistance et une bonne stabilité dimensionnelle, même en présence d'une forte humidité. La matière est noire et fréquemment utilisée pour les pièces plastiques dans l'automobiles, les emballages de biens de consommation, les boîtiers électriques et les jouets en raison de sa résistance à l'impact et de la facilité de sa finition secondaire, qui permet d'obtenir une apparence de haute qualité.
MicroFine™ est une matière exclusive à Protolabs qui permet de construire des géométries ultrafines en micro résolution. Le polymère MicroFine™ est disponible en vert ou en gris. MicroFine™ permet d'obtenir en impression 3D des couches d'une épaisseur de 0,025 mm et des géométries de 0,07 mm, pouvant ainsi s'adapter à des applications qui nécessitent des pièces d'un volume inférieur à 16,4 centimètres cube.
Le simili-ABS transparent/incolore (Somos Watershed XC 11122) est une matière solide, durable, à faible absorption d'humidité. Ce polymère est quasiment incolore et ressemble à une matière plastique technique. La grande transparence du Watershed en fait la matière idéale pour le prototypage des lentilles, des modèles de visualisation de flux et de la microfluidique. À noter que des opérations secondaires sont nécessaires pour rendre la pièce fonctionnellement transparente. Watershed garde également une très légère teinte bleutée par la suite.
Le simili-ABS blanc (Accura Xtreme White 200) offre résistance et durabilité, et se prête facilement aux applications nécessitant des géométries souples avec clips À noter que le plastique simili-ABS blanc (Accura Xtreme White 200) est la matière pour la fabrication additive par SLA qui a la plus faible déformation à la chaleur dans la gamme proposée par Protolabs.
DIN EN ISO 527* |
3,000 ± 400 MPa | -- | 2,900 ± 400 MPa | 3,300 ± 400 MPa | -- |
| Résistance à la traction (plan x-y) DIN EN ISO 527* |
55 ± 10 MPa | 60 ± 10 MPa (ASTM D638M) |
55 ± 10 MPa | 55 ± 10 MPa |
|
| Allongement à la rupture (plan x-y)DIN EN ISO 527* |
5 ± 3% | 8 ± 4% (ASTM D638M) |
6 ± 3% | 9 ± 5% | >50% |
Graphique 2 : Comparaison de quatre simili-ABS et d'un thermoplastique ABS moulé dans quatre catégories de propriétés matérielles.
*vitesse de test 10 mm/min.
Silicone véritable
Généralement utilisé dans les applications de santé telles que les prothèses, les bouchons d'oreille ou les vêtements connectés, ainsi que plus largement dans le secteur automobile et l'industrie mécanique pour des produits tels que les joints d'étanchéité ou les tubulures. Cette matière est biocompatible et est certifiée ISO DIN EN 10993-05 (tests de
cytotoxicité in-vitro) et ISO DIN EN 10993-10 (test d'irritation et d'allergie cutanée). Cette matière offre une grande résistance aux conditions climatiques extrêmes et à de nombreux acides, bases et solvants non-polaires. La production de pièces imprimées sont hydrofuges, isolantes et offrent une grande perméabilité aux gaz.
| Elastosill R 3003/30 A/B LSR | Elastosill R 3003/50 A/B LSR | Silicone véritable A60 | Elastosill 3003/60 A/B Transparent | Elastosill 3003/70 A/B Transparent | ||
| Technologie | Moulage par injection | Moulage par injection | Impression 3DE | Moulage par injection | Moulage par injection | |
| Couleur | - | Transparent | Transparent | Translucide | Transparent | Transparent |
| Dureté Shore A | - | 30 | 50 | 60 | 60 | 70 |
| Résistance à la traction | N/mm3 | 7.5 | 9.9 | 8 | 9.5 | 8.6 |
| Allongement à la rupture | % | 620 | 480 | 360 | 340 | 290 |
| Résistance au déchirement | N/mm | 23 | 29 | 17 | 27 | 20 |
| Résilience au rebond | % | 61 | 62 | >80 | 67 | 71 |
| Compression | % | 10 | 13 | <15 | 12 | 12 |
| Densité | g/cm3 | 1.09 | 1.13 | 1.15 | 1.13 | 1.13 |
Comparaison entre silicone véritable et LSR Elastosill Shores.
Tableaux de comparaison des propriétés matérielles
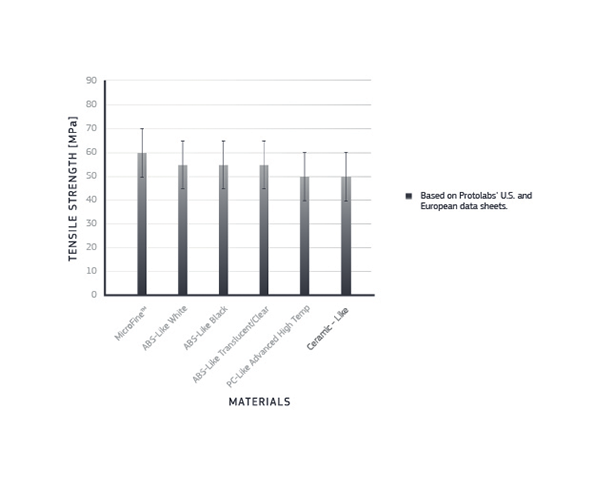
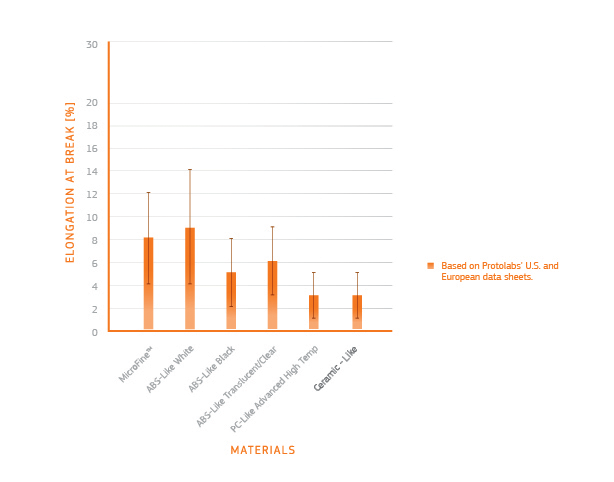
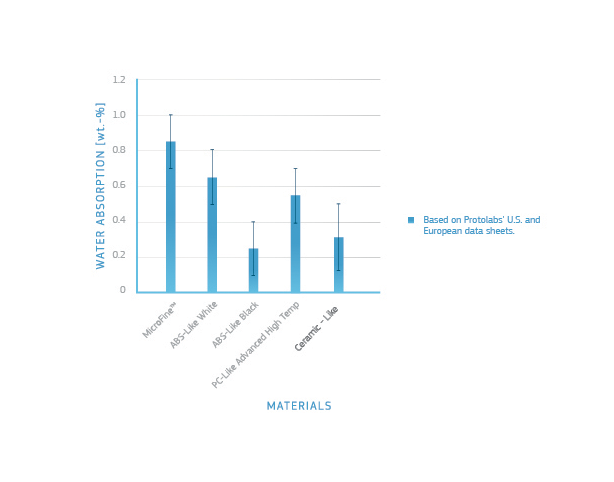
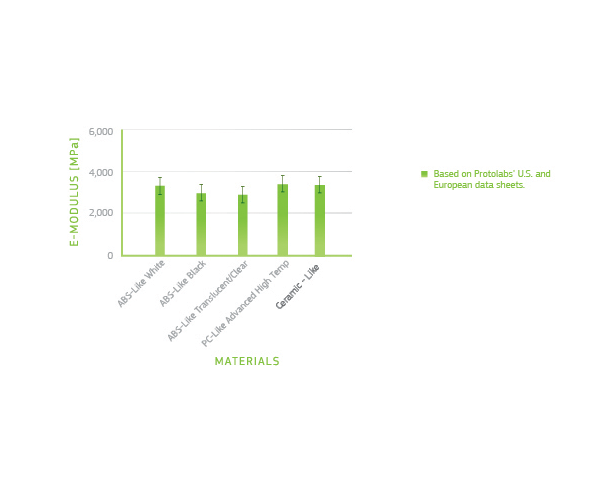
Les tableaux ci-dessous comparent les propriétés matérielles de plusieurs simili-thermoplastiques adaptés à l'impression 3D par SLA : résistance à la traction, allongement à la rupture, absorption de l'eau et module E.
Résistance à la traction
Allongement à la rupture
Absorption de l'eau
Module E
Notes de conclusion
Contrairement aux thermoplastiques, les matières plastique en SLA vont voir leur apparence et leurs propriétés mécaniques altérées par une exposition prolongée aux UV et à l'humidité, si elles ne sont pas protégées par un placage ou de la peinture. Au fil du temps, certaines pièces peuvent présenter des déformations, un jaunissement ou une fragilité. Les pièces en SLA ne sont généralement pas destinées à un usage à long terme, mais il est utile de connaitre les avantages à court terme de pièces de forme et d'assemblage de haute précision pour les phases préliminaires de prototypage.
Pensez à vous rapprocher d'experts en impression 3D pour choisir la matière la mieux adaptée à vos besoins et garantir que l'orientation de la fabrication est optimisée pour les applications de votre pièce. Consultez notre guide des matières pour impression 3D (guide en anglais) pour une vue d'ensemble des matières additives, tant plastiques que métaux, utilisées dans les différentes techniques.
Apprenez-en plus sur la stéréolithographie sur protolabs.fr Pour toute question sur l'impression 3D ou l'un de nos services, veuillez contacter un ingénieur d'application à [email protected] ou en composant le +33 (0)4 56 64 80 50
Vous avez une conception prête pour l'impression 3D ? Téléchargez-la maintenant pour obtenir un devis instantané.