






Selective Laser Sintering (SLS)
Order custom SLS parts suitable for rapid prototyping and end-use production.
shield_locked All Uploads are Secure and Confidential
Certifications ISO 9001:2015 | ISO 14001:2015 | ISO 13485 (Protolabs Network)
Selective laser sintering (SLS) is an industrial 3D printing process that produces accurate prototypes and functional production parts in as fast as 1 day. Multiple nylon-based materials and a thermoplastic polyurethane (TPU) are available, which create highly durable final parts that require heat resistance, chemical resistance, flexibility, or dimensional stability. With SLS 3D printing, no support structures are required making it easy to nest multiple parts into a single build and an economical solution for when higher volumes of 3D-printed parts are required.
Common uses for selective laser sintering are:
- jigs and fixtures
- housings
- snap fits and living hinges

Selective Laser Sintering (SLS) Materials
PA 12 White
expand_less expand_morePA 12 White is an economical material choice for functional prototypes and end-use parts. It offers high impact and temperature resistance, is very durable, and remains stable under a range of environmental conditions. The nylon material exhibits a white finish with a slightly rougher surface texture compared to other nylons.
Primary Benefits
- Strength and stiffness
- Well-balanced material properties
PA 12 Glass Filled White
expand_less expand_morePA 12 40% Glass-Filled is a polyamide powder loaded with glass spheres that add stiffness and dimensional stability. The material possesses higher thermal resistance than unfilled polyamides and exhibits excellent long-term wear resistance. Due to the glass additive, it has decreased impact and tensile strengths compared to other nylons.
Primary Benefits
- Stiffness and dimensional stability
- Long-term wear resistance
- High-temperature resistance
PA 12 - Carbon Filled Black
expand_less expand_morePA 12 Carbon-Filled is an anthracite grey nylon characterised by extreme stiffness and high-temperature resistance, coupled with electric conductivity properties and lightweight. It can be used for both functional prototypes and end-use parts. The carbon-fibre filler provides different mechanical properties based on the considered three-axis direction. This material exhibits a good surface quality and smoother finish compared to other SLS nylons.
Primary Benefits
- Extreme stiffness
- Electrical conductivity
- Excellent long-term stability
TPU-88A Black
expand_less expand_moreThis thermoplastic polyurethane (TPU) combines rubber-like elasticity and elongation with good abrasion and impact resistance. It can be leveraged to produce both prototypes and functional parts. The material’s rubber-like quality is ideal for seals, gaskets, grips, hoses, or any other application where excellent resistance under dynamic loading is required.
Primary Benefits
- Tear and abrasion resistance
- Flexibility
- Durability
Compare Material Properties
| Material | Colour | Tensile Strength | Tensile Modulus | Elongation |
|---|---|---|---|---|
| PA 12 (PA 650) | White | 50 MPa ± 4 MPa | 2000 MPa ± 200 MPa | 11% ± 4% |
| PA 12 Glass Filled | White | 42 MPa +/- 4 MPa | 3600 MPA +/- 400 MPa | 5% +/- 2% |
| PA 12 - Carbon Filled* | Black | 85 MPa ± 5 MPa | 8300 MPa ± 400 MPa | 3.2% ± 2% |
| TPU-88A* | Black | 20 MPa ± 5 MPa | 520% ± 50% |
* X plane
These figures are approximate and dependent on a number of factors, including but not limited to, machine and process parameters. The information provided is therefore not binding and not deemed to be certified. When performance is critical, also consider independent lab testing of additive materials or final parts.

3D Printing Surface Finish Guide
Our 3D Printing surface finish guide provides you with a quick overview of our finishing options and what you can expect when your 3D-printed parts arrive.
3DP Surface Finish GuideAbout Selective Laser Sintering
What is Selective Laser Sintering?
expand_less expand_moreSelective laser sintering (SLS) is a powder bed printing technology. It uses a high powered laser to fuse tiny bits of nylon powder, tracing the geometry of digitally sliced CAD models layer by layer and working from the bottom of the part upwards.
Selective laser sintering (SLS) is an industrial 3D printing process that produces accurate - rapid prototypes and functional production parts in as fast as 1 day. Multiple nylon-based materials are available, which create highly durable final parts.
SLS design guidelines will help you understand capabilities and limitations.
Why Choose Selective Laser Sintering?
expand_less expand_moreWhy Choose Selective Laser Sintering For Your 3D Printing Project?
SLS parts have greater toughness and higher impact strength than parts produced through stereolithography (SL). SLS lacks the surface finish and fine feature details available with SL. We also offer a number of secondary services such as painting, post machining and measurement and inspection, to further enhance the finish of your 3D-printed project design.
SLS material data sheets can be found in our Material Comparison Guide
How does Selective Laser Sintering Work?
expand_less expand_more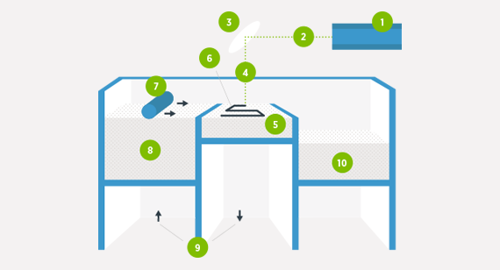
The components of a SLS 3D printer include: laser unit (1), laser beam (2), mirror/galvo motor system, beam steering (3), focused & directed beam (4), build chamber (5), manufactured part (6), roller (7), powder supply container (8), pistons (9), and powder collection container (10).
How Does Selective Laser Sintering Work?
The SLS machine begins sintering each layer of part geometry into a heated bed of nylon-based powder. After each layer is fused, a roller moves across the bed to distribute the next layer of powder. The process is repeated layer by layer until the build is complete.
When the build finishes, the entire powder bed with the encapsulated parts is moved into a breakout station, where it is raised up, and parts are broken out of the bed. An initial brushing is manually administered to remove a majority of loose powder. Parts are then bead blasted to remove any of the remaining residual powder before ultimately reaching the finishing department.
Benefits of Selective Laser Sintering
expand_less expand_more- Competitively Priced
- Very good accuracy of size and form
- Suitable for some functional testing
- Easily duplicates complex geometries
What is Selective Laser Sintering used for?
expand_less expand_moreSelective Laser Sintering is used in a wide range of industries for a variety of products and purposes.
It is a popular choice in aerodynamic components, fans and smaller turbines. It is used in the automotive industry for interior components. For hinges, electrical housings and sports equipment.
Due to its range of materials with numerous properties it is also a popular choice in tubing for most industries; automotive, aerospace, medical, oil and gas.
Selective Laser Sintering Design Considerations
expand_less expand_more- Add corner radii where walls meet to reduce stress
- Uniform wall thickness between 1.5mm to 3.8mm, recommended to reduce in-build curl and potential for warping. Increases stability and accuracy.
- If your geometry has a thick area (> 4 mm), as a rule, hollowing out the part to a wall thickness of 2 to 4 mm will be required, to avoid sink marks or even a machine crash. Protolabs will modify the CAD file. Un-sintered powder will remain within the hollowed-out part and cannot be removed.
- Integrate ribs to reduce warping, on large flat areas
- Where injection moulded parts can overmould metral bushings for threaded inserts, SLS can achieve comparable functionality via heat-stake inserts
- Be careful when considering very fine text, minimum feature size is 1mm. Very small fonts tend to get jammed with powder making numbers and letters less legible. Moving to insert text provides better results, but is still limited to features no smaller than 0.5mm.
- SLS has a large build frame and because there are no support structures involved, the entire bed can be utilised, making it easy to put multiple parts into a single build
- Opt for unfilled Nylon, when more "give" is needed in the finished part
- Identify cosmetic surfaces when submitting your design for quoting, technicians will often tip parts slightly in the build chamber to keep parts straight and true, but this can cause "stair stepping"
- PA 12 Smooth White - balanced, economical go-to material for general-purpose applications.
- PA 12 - Glass Filled Smooth White - good choice when stiffness and temperature resistance are required, but glass filler makes it brittle.
- PA 12- Carbon Filled Smooth Black - Many properties. Carbon-fibre filler provides different mechanical properties based on the considered three axis direction. Smoother finish compared to other SLS nylons and good surface quality.
- TPU-88A Pure Black - combines rubber-like elasticity and elongation with good abrasion and impact resistance. Can be leveraged to produce both prototypes and functional parts.
- SLS materials tend to be Hydroscopic - absorb water
Resources




