




Travail d’équipe DMLS + usinage CNC
Votre masterclass en design produit et développement
Masterclass Protolabs’ Insight
Notre série de vidéos Insight vous aidera à maîtriser la fabrication numérique.
En plus de nos conseils de conception mensuels, nous publions désormais régulièrement ces nouvelles vidéos : chacune d'entre elles vous donne un aperçu plus approfondi de la manière de concevoir de meilleures pièces. Nous aborderons des sujets spécifiques tels que le choix du bon matériau d'impression 3D, l'optimisation de votre conception pour l'usinage CNC, les finitions de surface pour les pièces moulées, et bien d'autres encore.
Alors, rejoignez-nous et ne manquez pas l'événement.
Insight: Travail d’équipe DMLS + usinage CNC
08.05.2020
Bonjour et bienvenue dans l’aperçu de cette semaine.
Aujourd’hui, nous allons parler de la mise en œuvre simultanée de l’usinage CNC et des techniques d’impression 3D pour la production de pièces métalliques.
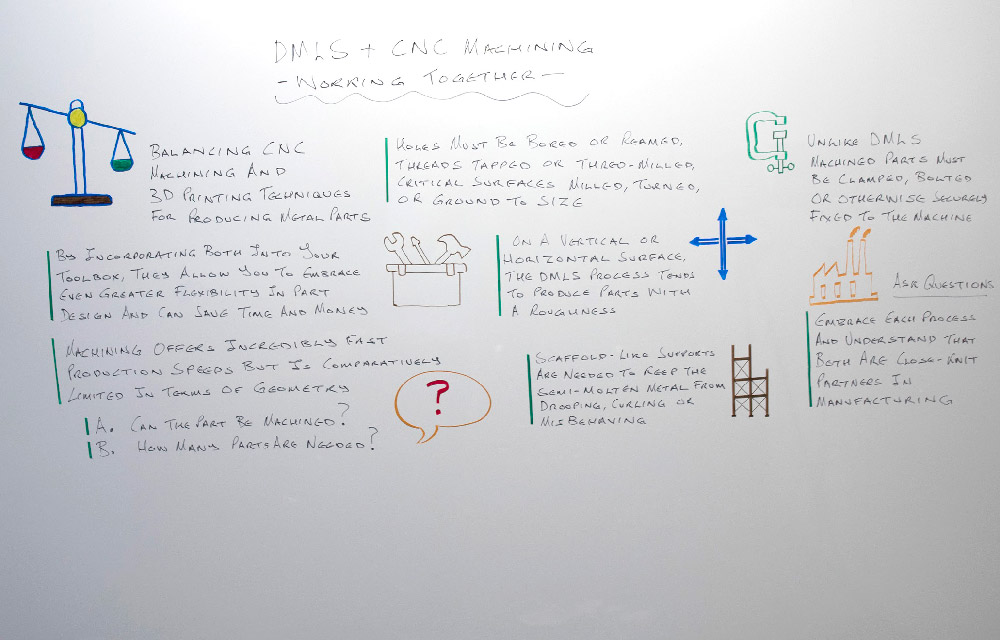
Si vous suivez ce feuilleton, vous m’avez probablement déjà entendu beaucoup parler de ces deux processus qui sont, déjà séparément, incroyablement efficaces. En les ajoutant tous deux à votre boîte à outils, vous allez pouvoir bénéficier d’une flexibilité encore plus grande dans la conception des pièces et même économiser du temps et de l’argent. Pour en tirer pleinement parti, vous devez toutefois comprendre les avantages communs et les différences inhérentes à chaque processus, et savoir comment les utiliser au mieux à votre bénéfice.

Un bon exemple est la collaboration possible entre l’usinage CNC et le frittage direct du métal par laser, plus brièvement DMLS. L’usinage offre des vitesses de production incroyablement élevées, mais est comparativement limité en termes de géométrie, tandis que le DMLS peut produire pratiquement n’importe quelle forme de pièce en n’utilisant rien de plus qu’un rayon laser et un tas de poudre métallique, mais de façon plus lente.
En gardant cela à l’esprit, vous vous poserez les deux questions suivantes :
- A) Les pièces peuvent-elles être usinées ? et
- B) Combien de pièces doivent être fabriquées ?

Une fois que vous avez vos réponses, vous faites le choix de votre processus et vous avez tendance à vous en contenter, n’est-ce pas ? Pourtant, dans de nombreux cas, les deux procédés de fabrication peuvent en fait fonctionner ensemble, l’un palliant les faiblesses de l’autre.
En effet, l’impression 3D a souvent tout intérêt à faire appel à son cousin plus traditionnel pour terminer le travail. Les trous devront être percés ou alésés, les filetages taraudés ou fraisés, les surfaces importantes fraisées, tournées ou rectifiées. Au minimum, les pièces imprimées en 3D demanderont généralement quelques soins sous forme de nettoyage, de sablage et d’enlèvement de support, toutes opérations nécessitant une visite à l’atelier d’usinage.
Par ailleurs, au cours du processus DMLS, le métal subit un échauffement et un refroidissement importants, logiques quand on se rappelle que la pièce est bombardée au laser. Cela crée des contraintes internes devant être éliminées par un traitement thermique post-construction. Ce détensionnement n’est pas anodin, car il entraîne toujours une certaine déformation de la pièce et donc une perte de précision. C’est pourquoi même une pièce bien conçue produite en DMLS nécessite des retouches pour tout élément dont les tolérances sont inférieures à 0,1 mm, et donc un usinage.
Une autre raison majeure pour combiner le DMLS et l’usinage est de garantir l’état de surface. Sur les pièces, le procédé DMLS produira des surfaces verticales ou horizontales de rugosité à peu près égale à celle d’un moulage en sable, alors que toutes les autres surfaces présenteront des marches d’escalier plus ou moins marquées.

Si vous avez besoin d’une finition lisse, votre pièce devra donc être grenaillée, sablée, voire même usinée. Pour cette raison, il est important de planifier les constructions DMLS de manière à ce que toute surface qui doit être retouchée puisse être effectivement atteinte par une fraise, un foret ou un outil de tournage.
L’accès aux structures de soutien de la construction doit également être assuré. Ces supports de type échafaudage sont nécessaires pour éviter l’effondrement, le gauchissement ou tout autre comportement préjudiciable du métal semi-fondu. Ils peuvent être généralement éliminés avec un outil Dremel, mais l’usinage sera préférable pour des séries plus importantes, ou lorsque la pièce doit de toute façon passer à l’atelier.

Et quand elle y arrive, si vous n’y avez pas pensé, vous pourriez affronter un autre problème inattendu : trouver quelque chose à quoi vous accrocher. Contrairement à ce qui se passe avec le DMLS, les pièces usinées doivent être serrées, boulonnées ou fixées de toute autre manière à la machine. Ainsi, si votre pièce imprimée en 3D est entièrement composée de formes courbes et complexes, l’un des plus grands attraits du processus, comment l’opérateur s’y accrochera-t-il pour le tournage ou le fraisage ?

La dernière chose à laquelle vous devez penser avant de réunir ces deux techniques est le métal lui-même. Les lasers utilisés par DMLS n’ont pas vraiment de problème avec la dureté ou la résistance d’un métal, mais les outils de coupe en auront certainement. Avant d’imprimer une pièce en titane ou en chrome-cobalt, il vaut mieux savoir si cela vaut la peine de consommer outils de coupe et temps d’usinage pour effectuer ces ajustements.
Pour résumer : vous pouvez réellement tirer parti du meilleur des deux mondes – l’impression 3D et l’usinage – pour les pièces métalliques, mais vous devez d’abord examiner attentivement les options de conception. Posez des questions, faites le tour de chaque procédé et vous comprendrez que tous deux sont des partenaires très proches dans la fabrication.

Eh bien, c’est tout pour cette semaine ! J’ai hâte de vous revoir vendredi prochain.
Avec nos remerciements à Natalie Constable.


