




Post-Processing for 3D Printing
Evaluate standard surface finishes for 3D-printed parts as well as advanced, custom finishing capabilities to improve durability, surface finish, and add color.
ISO 9001:2015 | ISO 13485:2016 | AS9100D | ITAR
We offer several surface finish and post-processing options for metal and plastic 3D-printed parts. These options can range from as-printed with only support structures removed to custom finishing for highly aesthetic parts.
Various post-processing operations can be used to:
- Reduce surface roughness
- Add custom color
- Increase transparency
- Increase part strength
Note that finishing options will vary by material.
Print it BetterGet high quality 3D-printed parts fast with support from engineers who know additive inside and out. Build high-performing, reliable parts with six 3D printing technologies and 60+ materials. |
 |

Standard
Expect roughness values of 200 to 400 µin Ra (0.005 to 0.010mm Ra), depending on material and resolution. Support structures are removed and layer lines are visible.

Custom
Custom finishing for metal 3D-printed parts includes post-processing machining, heat treatments, and several brushed surface finishes in a range of grits. View a complete list of custom finishing options.
Unfinished
Dots, or standing "nibs," remain evident on the bottom of the part from the support structure remnants. Good for when fast lead times are required or cost is a factor
Natural
Supported surfaces are sanded down to eliminate the support nibs.

Standard
Supported surfaces are sanded, and the entire part is finely blasted for a consistent look. Note that the layers are still present.
Custom
Soft-touch paint, clear part finishing, painting, masking, color matching, decals/graphics, and texture finishes are available. View custom options

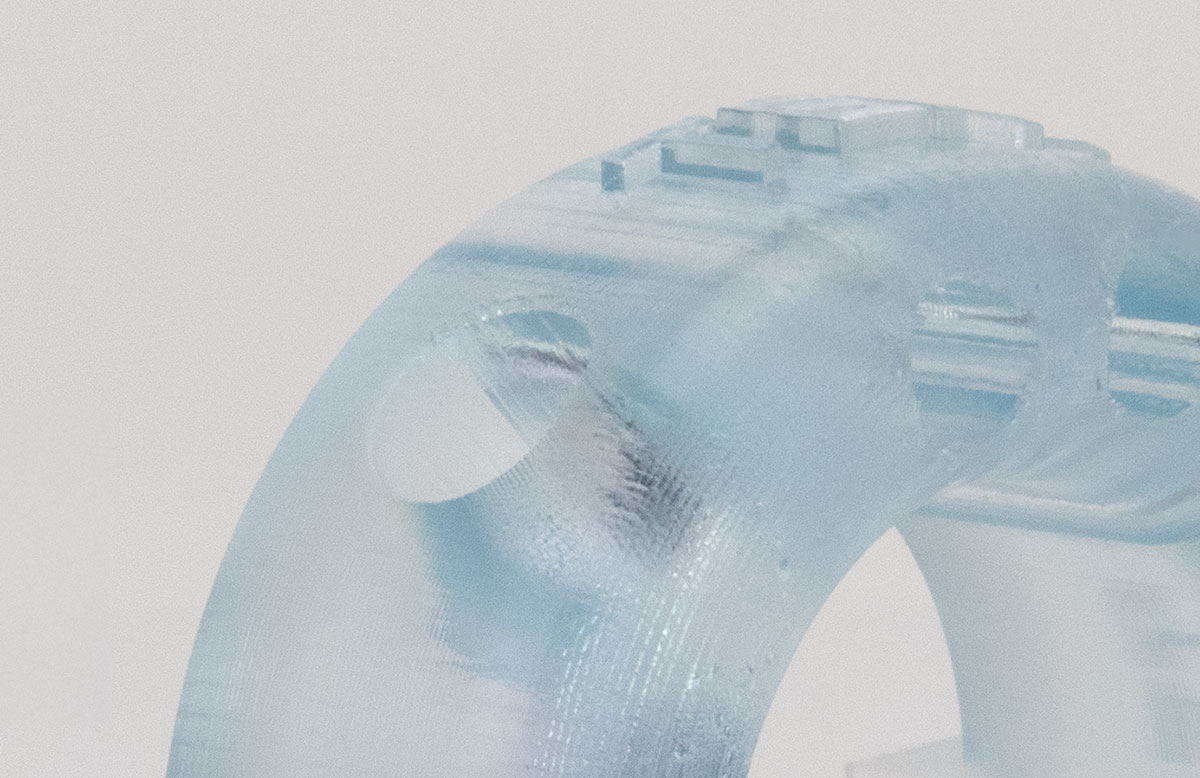
As-printed
Parts will be gray in color and slightly rougher in texture compared to standard finish.

Standard
A bead blast removes all powder and leaves a consistent overall texture. Parts are then dyed a standard black color.

Vapor Smoothing
Significant reduction of surface roughness from 250+ μin RA (as-printed) to 64 – 100 μin RA after smoothing. Available for PA12 Black and PA12 40% Glass-Filled Black.

Custom
Common post-processing options for MJF parts include a primer that can be applied, as well as taps and inserts. View custom options

Standard
Parts are bead blasted to remove loose powder and create a smooth matte finish.

Vapor Smoothing
Significant reduction of surface roughness from 250+ μin RA (as-printed) to 64 – 100 μin RA after smoothing. Available in PA 11 Black, PA 12 White, PA 12 40% Glass-Filled, and TPU 70-A.

Custom
Common post-processing options for MJF parts include a primer that can be applied, as well as taps and inserts. View custom options

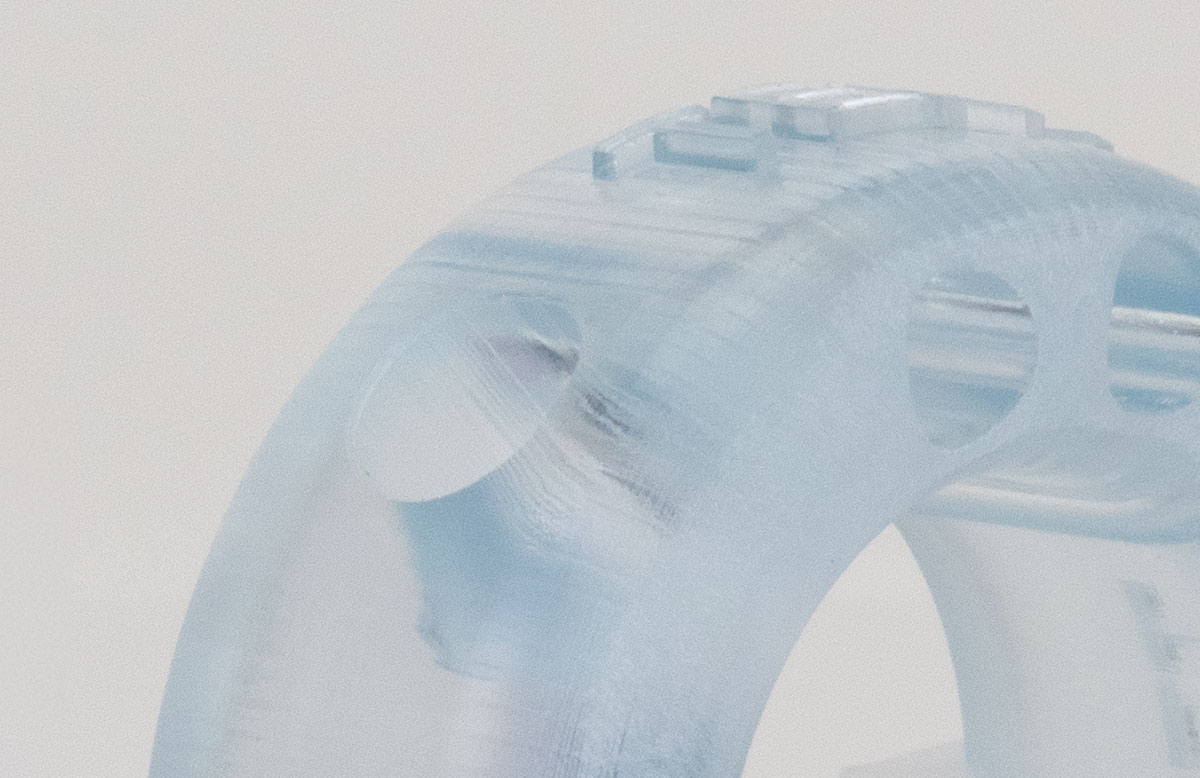
Standard
Support structures are removed and sanded down to remove nibs.

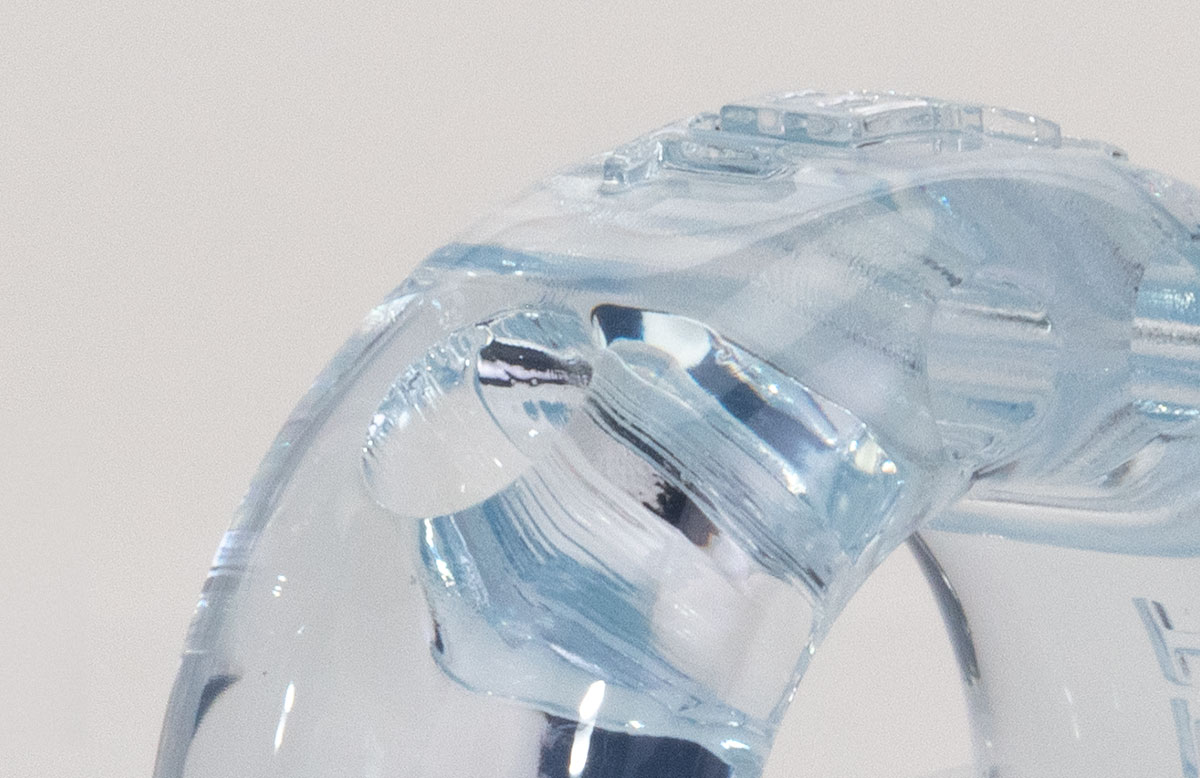
Custom
Common custom finishing is clear coat on the digital clear material to enhance translucence. View custom options

Natural
Aesthetics will vary based on build orientation. Standing nibs are sanded flat.

Standard
Parts are bead blasted to remove loose powder and create a smooth matte finish.
Custom Finishing
Custom finishing options to meet your exact specifications are available.
| Plastics | |
|---|---|
| Clear Coat | Applied to plastic parts to create a clear, glossy finish. Ideal for lenses and other optical applications. |
| Thermal Cure | Enhance mechanical properties of Accura 5530 and PerForm. This process does make parts more brittle. |
| Plating | Electroless nickel plating adds strength and durability to plastic parts. |
| Painting | Parts can be painted to match any Pantone number. For best results, parts are typically sanded and polished before applying paint. |
| Dyeing | Dyeing is a low-cost option when a material’s natural color is not desired. Color options include black, green, red, blue, and yellow. |
| Texture | Apply a spray texture to mimic a Mold-Tech brand-like finish or improve UV-resistance of SLA parts. |
| Laser Engraving | Laser engraving can be applied to a raw 3D-printed part or a part that has been coated with Cerakote or paint. Laser engraving ensures crisp, consistent information on each part and great for logos, part numbers or serialization. |
| Metals | |
| CNC Machining | Achieve smooth surface finishes, tighter tolerances, or threading with post-process machining. |
| Cerakote | Cerakote is a high-quality, rugged coating for a wide variety of printed parts, independent of the printing process you choose. |
| Heat Treatment |
Multiple heat treatments are available to further enhance mechanical properties of metal additive parts. NADCAP certification is available upon request.
|
| Polishing | Brushed and polish surface finishes are available upon request. |
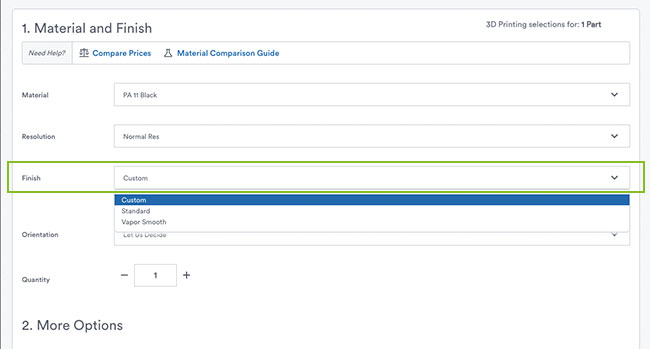
Step 1
In your quote configuration, select “custom” from the finish drop-down menu. From here you will be prompted to describe what type of finish you are looking for.

Step 2
By adding a request for custom finishing, this will trigger a manual review of a quote and an applications engineer will reach out to you to learn more about your part requirements and provide recommendations on a path forward.

Step 3
You will receive a link that will bring you to a final quote that includes the custom finishing required. Place your order and wait for your custom finished parts to arrive.