





Manufacturing processes are always improving, and that’s especially true of injection molding. In this podcast, we explore the new ways in which we're bringing a better customer experience through scientific molding techniques, careful quality control and reporting, and enhanced inspection to ensure your parts arrive looking and performing as designed. Guests: Gurvinder Singh, Global Product Director for Injection Molding, and Dylan Lundberg, Associate Research and Development Manager, both from Protolabs.
Additional Links
> Critical-to-Quality (CTQ) Features
Podcast Transcription
Steve Konick: Hi and welcome to The Digital Thread, Protolabs’ podcast that looks at new trends in manufacturing technologies and strategies, cool products and companies that are pushing boundaries with innovative ideas along the way will also give you some design tips to improve how you and your manufacturer work together.
Dylan Lundberg: For one, it saves them a whole lot of time in labor when these parts hit their dock and for two we have way better feet for to make sure that the parts that they're getting on the dock are meeting their needs.
Steve Konick: I'm your host, Steve Konick, thanks for checking us out. Today we're talking about subjects like CTQ, CMM and scientific molding. We'll explore ways to ensure better, faster, more accurate parts. Joining us today are Gurvinder Singh, global project director for injection molding, and Dylan Lundberg, associate research and development manager, both from Protolabs. Gurvinder and Dylan are part of our injection molding team and are two of the trendsetters in how the company offers are molding services to customers. First, here are some phrases we use during the podcast. CTQ refers to elements of a model that are critical to quality. They are kind of the must haves to make sure your part works or looks right. CMM stands for Coordinate Measuring Machine. This device measures geometries to make sure that they're within tolerances. We'll also talk about scientific molding. That's where we document the steps we take to mold a part that helps us add consistency and quality from parts part and run to run. Welcome to The Digital Thread, everyone. Now Gurvinder, the last time you were here, we talked about the effect the covid-19 had on global supply chains. And I remember you said it triggered a massive shift in the way a lot of companies did their business. How about catching us up on what we've learned since 2020?
Gurvinder Singh: Thanks, Steve. It's great to be back. Unfortunately, we're still in the middle of the pandemic. The pandemic is continue to be a major shock to our global supply chain and sourcing strategies. Our customers are trying to move the production closer to the point of consumption. They're also looking for second resources so that they can reduce their transportation costs. The overseas transportation costs continue to go high. And as we talked in the last podcast, we at Protolabs are definitely helping our customers to be more agile and help address the demand volatility. But as a learning organization, we have continued to look through all the product development process and look at where there are bottlenecks or sorts of delays and try to figure out solutions to address that. One area that has been known but that became really obvious during that time was the amount of time it was taking our customers to validate samples and also process as they went to ramp up production. Every product development process has an engineering validation test, a design validation test and a production validation test, DVT and PVT for short. And the nomenclature might be different depending upon the company. But the basic idea is quickly iterate to the process. Make sure the samples are good and there's good form, fit and function. Make sure the process is good so you can ensure consistent parts and then ramp up the production. Now, the whole ramping up and doing the qualification validation, what's taking so long that even though we were getting past them quickly, you know, that completely delayed their launch to the market and overall delayed the launch of the product.
Steve Konick: So let's take a step back and talk about the injection molding process, Dylan, what is it that makes one company's way of manufacturing different from another's? And where are the sticking points that you see in the process?
Dylan Lundberg: Yeah, sure, Steve, I think of competitors and just injection molding companies from across the states in the world through the steps are generally the same. You know, what differentiates Protolabs from others is kind of the emphasis and the kind of the execution of certain steps know you're going to upload your CAD model or send prints that's going to turn into interventional design that hits the floor and it's manufactured and gets to a press and gets processed, et cetera. So all of those things are the same. But we're Protolabs kind of differentiates is speed from quote to manufacturability to manufacturing. And then during the processing of the molds themselves, just nothing but emphasis on speed. And so when we talk about validation for some of Gurvinder comments, whatever solution that we had to come up with in regards to validation needed to be fast. Our obsession is speed. Our emphasis to speed our value prop is speed, at least the highest one. And so if you look at Protolabs 15 years ago, we were trying to move away from this, but we were a prototype shop. We were quick turn mold's quicker and prototypes. You know, we lacked emphasis on the types of qualification and validation and quality that are required when you start talking about production.
Steve Konick: Can you define quality and validation for folks who may not be familiar with those concepts?
Dylan Lundberg: Sure, quality of your parts are simply proving that they are going to be dimensionally correct or material correct or mechanically correct for the application that you're you're attempting to use them. And so when you start talking qualification of parts, specifically injection molding or even CNC machining, it's typically looking at a print and making sure that what you're outputting as far as parts is matching the expectations from the print or the customer that matches their needs for their application.
Gurvinder Singh: As Dylan mentioned, the dimensional validation process is really simple, right? You have a drawing that indicates a critical feature. All manufacturer needs to do is mold the part to the requirement measure and document. So it seems pretty simple, but once you start diving into the details, the first thing you have to see is like, OK, you've got to consider the tolerance of the feature. Then you got to look at, OK, what resolution and accuracy of the measurement equipment I need based on that tolerances to be able to measure those tolerances. Right. Then you start getting into how many parts do I need to measure. OK, and then what is the time that that's going to be required to set up that job? And then lastly, you need to have skilled operator, so you need to understand what is the skill set of the operator. So once you start putting all these variables together, the process actually gets pretty complex. Manufacturers have typically tried to make that trade off between precision, cost and throughput. In most cases, precision takes a back seat. Most manufacturers are happy to use calipers because they can be done easily and quickly and the skill set required is lower. But the current designs that we're seeing today, that measurement technology just can't keep up with it.
Steve Konick: Accuracy is questionable when you deal with a person holding calipers in a part.
Gurvinder Singh: Definitely, and especially when it comes to plastic parts, because it could be so much variability depending on the material. And as Dylan was pointing out, right when it comes to Protolabs, our single most important value proposition is speed. Customers come to us for speed. They want parts quickly. Any solution we develop, we have to keep that in mind. The other thing I always think about is our business model supports and our customers come to us for it is this high mix low volume. We're creating a thousand molds a month. Most traditional shop might not be a thousand molds in a year. So we do have those unique challenges with respect to how much time can we spend on creating an inspection job and what sort of skill set that would be required, because, again, we've got to keep that cost low. We want to add more precision. But how do you manage cost as well as speed and throughput? So those add to the challenges we have.
Dylan Lundberg: You know, I'll add to Gurvinder there a little bit here. One of the challenges that we face in recent history is customers not really understanding kind of the scale at which we have to deliver on a daily basis. And so easy to ask. Can you just measure every other part for me on this run or a manufacturer that's making three molds in their shop? That's probably not a big deal, but when we have potentially 50 new molds being created on a given day, treating customers abnormally is a huge inefficiency and a potential process. So these solutions that we have to build have to be efficient and they have to be scalable.
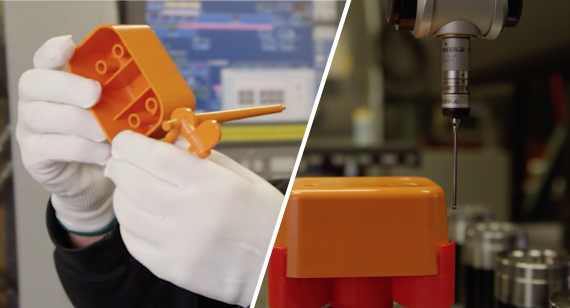
Steve Konick: Let's talk a bit about how you've automated the CMM process. How did doing that increased speed and efficiency.
Gurvinder Singh: Yeah, it's a probe technology, the technology has been around actually a while, but it's really how we implemented it, because going back to the last podcast, we talked a lot about how the pandemic was accelerating, the digitization of manufacturing. Remember Industry 4.0 and where that's leading us when we were developing the solution, even though we looked at an existing technology that's out there, the really the engineering behind this was really around the automation of the technology. And how do we apply that to allow us to measure, you could say, hundreds of samples of parts that speech that we wanted to do. I'll let Dylan and talk to the engineering details on that. But what they've been able to do is phenomenal.
Dylan Lundberg: Yeah. So Gurvinder hit on it and I was touching on this a little bit when we start talking about scale. But from the research and development side of this, you know, when we start thinking about validation, an important part of that is just the metrology involved, how we're going to measure that part and consider those facts that we may have 30 molds, we may have 50 molds. We want to scale this to oblivion. You know, how can we make that a standardized approach and, you know, keep our value proper speed and be able to turn out these things just like we do today. So a lot of the research effort was kind of looking into the technologies that we could potentially use.
Steve Konick: So if I'm understanding this, CMM is where all the testing happens to a sample of parts to make sure they're consistent with the specs, it's kind of like the first stage in the process of scientific molding. Right. And by doing that, you make the process replicable.
Dylan Lundberg: I feel like scientific molding and inline CMM qualification is kind of a one two punch. You know, the whole point of scientific molding is to create systematic processes that produce ultimately the most consistent parts possible, not only for that run, but for kind of all the subsequent runs when we're running production on those parts. What that doesn't say is that you're going to produce the most accurate parts possible. That's where the CMM comes in. So when you're leveraging good meteorological information in the form of the CMM, we can measure parts on the fly. We can validate that we are leading the dimensional needs for that individual geometry. Not only have you produced a process that is our best foot forward to make consistent parts down the road, but there are actually parts that are conforming to that dimensional needs.
Steve Konick: Just collecting all this data from the CMM and the entire scientific molding process benefit future runs, or is it just a one time thing and it's always something new every time you manufacture a part.
Dylan Lundberg: Yes, so when we perform scientific molding and we and we do inline CMM and qualification, you know, the intent is that you are absolutely setting yourself up for success for both that run and all the subsequent runs that may follow. And that is actually the differentiator between our kind of our prototype offering and our unlimited or ODM offering. You know, when you go through scientific molding and you get the qualification that I'm talking about, you may be getting a capability study. What you're actually doing is creating the processes that will be best replicated as best as possible on every subsequent run. Will you match that verbatim every single time? No. But, you know, ideally, you are close enough to where you're within your processing windows, you're within your dimension and windows to where we're shipping good parts every time we make a run off that mold.
Steve Konick: So say a customer has a part that they send to you and they have certain elements on the part that they absolutely need dimensional accuracy in this one area or a few areas. What can they do in that situation to ensure that they get what they're trying to get from this part?
Gurvinder Singh: A customer typically on our platform uploads a 3D CAD model. So in addition to that, a customer can also now upload A 2D CAD and specify what is a critical feature that they would like us to measure. This critical to quality features, but then internally reviewed by our application team and analysis team if there are any concerns with respect to see if there's more moldability advisory on it. We have a communication back to the customer and have a discussion around it. But then we use those critical to quality features and then become kind of a guideline on what we're going to inspect going forward, whether it's during the initial qualification or during our production run and process control.
Steve Konick: So the process goes something like this. The customer sends in a 3D model and a 2D drawing of the part. And within those they're going to define certain features that are truly critical to quality. And that kind of sends a signal to us.
Gurvinder Singh: That's correct. That's informing the whole process and becomes kind of the the features that are measured throughout the life of the part. So any time that we will send you out any production parts, we're actually measuring those features and making sure that they are within the tolerances specified on the code.
Steve Konick: But quality and reliability always have to tie in with speed, right?
Gurvinder Singh: That was really the challenge here, as we talked earlier, is around that speed because we really couldn't trade it off on that speed. All the operator has to do now is to hit a switch to go and the system takes over and is able to inspect and provide those measurement results. This was really key for us to bring this to market in a way that we could do it is in the time that we had no impact on lead times. So now we're able to provide them inspection and metrology data at the time of prototyping when they do the initial builds and all the way to the production builds and to mass production.
Steve Konick: What industries really benefit the most from this kind of process.
Gurvinder Singh: When you go through the product development process, you need to validate the samples first, you want to make sure that the form, fit, function works. You want to make sure the assembly works when you get to the next stage, you want to ensure that the process is stable enough that you will get the same output every time. That's something that every industry is going to benefit from. Every one of our customers require that information and require the consistency of parts and process to ensure that they don't have a disruption.
Dylan Lundberg: These requirements for customers, they're not new since our launching of this ability. They've always had these requirements of the customers. They use us for production. They've kind of had to bend to allow us to be their production partner. They have to onboard that type of metrology. They have to onboard the capability studies just to satisfy their internal documentation. Because we can now offer this. We can start checking those boxes for them. For one, it saves them a whole lot of time and labor when these parts hit their dock. And for two, we have way better feet for to make sure that the parts that they're getting on the dock are meeting their needs.
Steve Konick: And that's this edition of The Digital Thread, I want to thank our guests, Gurvinder Singh and Dylan Lundberg, for hanging out with us. Don't forget to subscribe to future Digital Thread podcast through one of our host sites, Apple, Google or Spotify, or listen on our website. The Digital Thread is produced by Protolabs, an international manufacturing company with locations across North America, Europe and Japan.