





![]() Key Takeaways
Key Takeaways
- Use counterbores to account for displaced plastic when screw is threaded through the boss
- Boss designs can be strengthened with ribs and gussets
- Avoid hard or brittle resins, softer materials will accept screws better
Boss features are commonly found in injection molding designs. They are used to aid in the assembly of molded parts by providing a channel for a screw. Designing plastic screw bosses is fairly straightforward but there are a few considerations to ensure a strong connection between parts and mitigate cosmetic defects.
To get started, you must first determine the hole size of the boss and the surrounding wall thickness. You will want a thick enough wall so that the screw can engage with the plastic without splitting the post. To get these specifications, refer to the screw manufacturer’s guidelines for recommended hole size and surrounding wall thickness for your given screw.
Counterbore Design
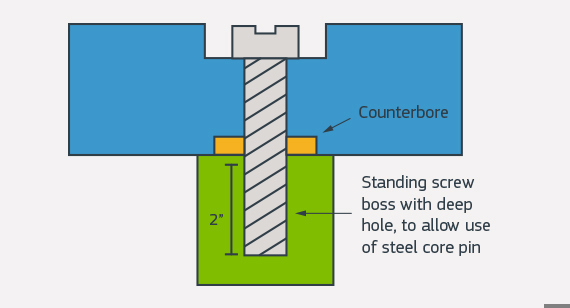
Since screws are going into a hole without threads, plastic will be displaced as you thread the screw into the boss. This is when a counterbore comes in handy. A counterbore is additional space designed into the part to accommodate this excess material.
In some cases, a design requires a relatively deep hole, like 1.5 in. deep with an 1/8 in. hole diameter, for example. Due to our rapid injection molding process, we use steel core pins to produce these types of holes rather than coring them out with the b-side of the mold. This makes it difficult to have a counterbore on the part. But don’t worry, there is a solution, and it’s a simple. A common workaround is to place the counterbore on the opposite part, the one that the screw will be running through completely.
Other Considerations for Molded Bosses
Cosmetics. If cosmetics are a concern, avoid thick sections that will be susceptible to sink. One common problem area is bosses located on or near exterior walls, we recommend moving these inwards. In addition, as a rule of thumb, we advise no more than 60 – 70 percent of the adjacent wall thickness for bosses.

Strength. Screw bosses can be reinforced with ribs or gussets for added strength and durability. As we mentioned above, a boss should not be next to exterior walls, but you can use coring ribs to keep it connected to the part’s exterior wall without risking sink.
Materials. Softer, less brittle materials work best for molded parts that need to accept screws. If your part is polycarbonate, for example, consider blending it with ABS.
Insert Molding. Consider using threaded inserts rather than molding bosses if your part will need to be threaded multiple times. Plastic bosses are typically only good for a single use, since the threads are cut by the screw as it’s placed into the part.
Get a Design Cube
Want a physical design aid that shows both good and bad boss design? Visit this link to get a free Design Cube, which, in addition to boss design tips, it includes several other features found on molded parts.

