




What Is SLS 3D Printing and How Does It Work?
Learn what SLS 3D printing is, how Selective Laser Sintering works, the materials used, key advantages and disadvantages, and when SLS is the best choice for functional prototypes and production parts.
Watch the video below to see how SLS 3D printing uses a laser to transform nylon powder into strong, functional parts with exceptional design freedom.
Transcript
expand_less expand_moreWhat is SLS 3D printing and how does it work?
If you've been researching industrial 3D printing, functional prototypes, or low-volume production parts, you've probably come across SLS, which stands for Selective Laser Sintering.
Why is it used for strong, complex, production-grade parts, and when is it the right choice?
In this video, I'll break down what SLS 3D printing is, how Selective Laser Sintering works, which materials are commonly used, and the main advantages and disadvantages of SLS.
Let's get into it.
What is SLS 3D printing?
Selective Laser Sintering, or SLS, is an industrial 3D printing technology that uses a laser to fuse powdered material together layer by layer to create a solid part.
It belongs to a category called powder bed fusion, and it's best known for producing strong, functional polymer parts, usually in nylon, without needing traditional support structures.
This is one of the main reasons SLS is so popular for both prototyping and production. It gives engineers much more design freedom than many other manufacturing processes.
At a glance, SLS is known for using a laser to fuse powder, building parts layer by layer, working mainly with nylon-based materials, producing functional, durable components, and allowing complex geometries without typical support structures.
The name itself is helpful here. Selective means the laser only targets the areas that need to become part of the final object. Sintering refers to heating powder particles so that they bond together into a solid structure.
In other words, SLS is a way of turning plastic powder into strong and detailed parts with a lot of geometric freedom.
How does SLS 3D printing work?
Here's a high-level overview of the process.
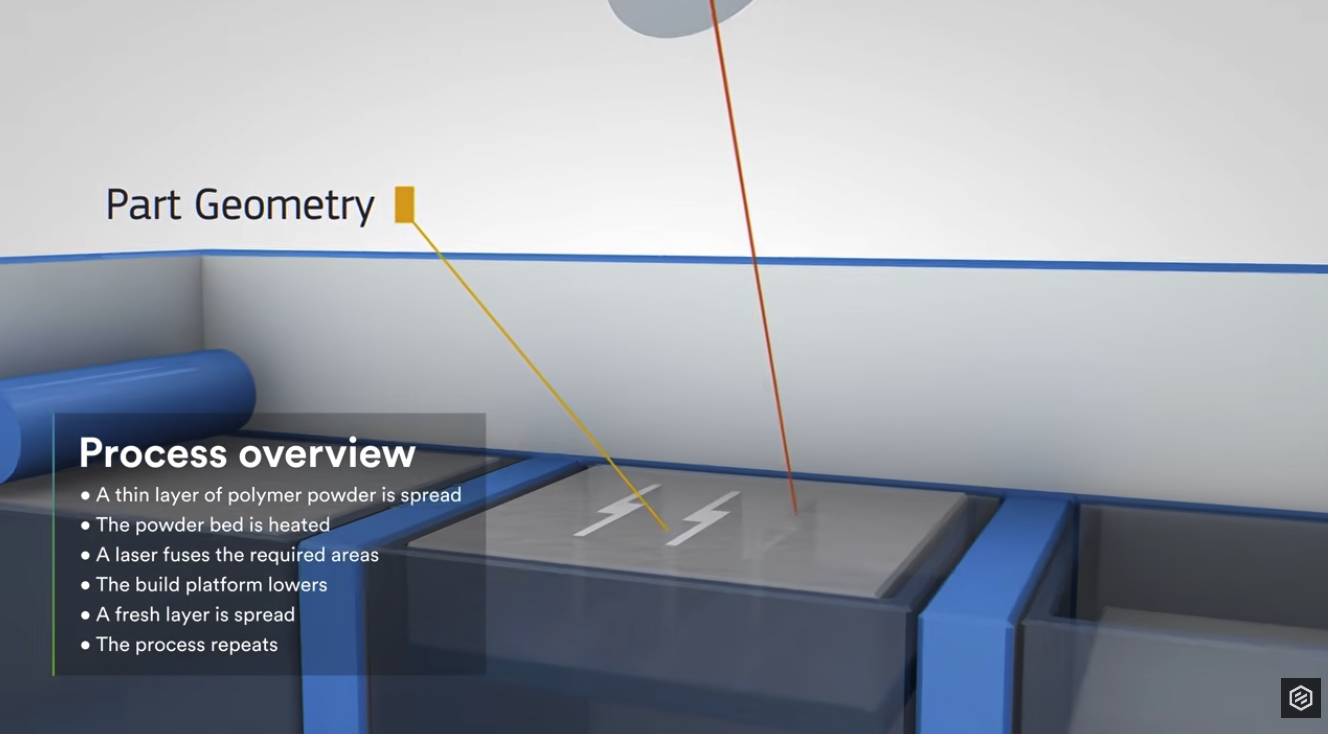
A thin layer of polymer powder is spread across the build area. The powder bed is heated to just below the material's melting point. A laser scans the cross-section of the part and fuses the required areas. The build platform lowers slightly. A fresh layer of powder is spread. The process repeats until the entire part is complete.
After printing, the build needs to cool down before the parts are removed from the powder bed and cleaned.
One of the most important things to understand about SLS is that the loose powder around the part acts as a natural support material during the build. This means SLS usually does not need separate support structures in the way other 3D printing technologies often do.
And this opens up many possibilities. SLS is especially good for features such as internal channels, lattice structures, snap fits, living hinges, and nested or interlocking parts.
This balance of complexity and efficiency is a key reason why SLS is so widely used in professional manufacturing.
What materials are commonly used in SLS 3D printing?
The most common SLS materials are nylon powders, especially PA 12 and PA 11. There are also filled and specialty materials that can offer higher stiffness, better impact resistance, or flexibility depending on the application.
PA 12, also called Nylon 12, is often the most widely used SLS material because it offers a strong balance of strength, detail, dimensional stability, and overall reliability.
PA 11, or Nylon 11, is typically chosen when a part needs a bit more ductility and toughness, especially in applications where impact resistance matters.
It's also worth mentioning TPU, which is used when flexibility is important. TPU is a rubber-like material that works well for parts that need to bend, compress, or absorb impact.
Some common SLS material options include PA 12, which offers good all-round performance and is strong and accurate, making it great for general functional parts.
PA 11 is more ductile than PA 12 and better for tougher, more flexible parts. It's useful for clips, hinges, and impact-resistant components.
TPU is flexible and elastic, making it suitable for soft-touch or energy-absorbing applications. It's commonly used for seals, grips, gaskets, and cushioning features.
Glass-filled nylon offers higher stiffness and better dimensional stability, making it useful for more rigid applications.
If someone asks, "What is the best material for SLS?" the honest answer is that it depends on what the part needs to do.
As a simple rule of thumb, choose PA 12 for balanced general performance. Choose PA 11 when toughness and flexibility matter more. Choose TPU when the part needs elasticity or a softer feel. Choose filled materials when stiffness is the priority.
What post-processing is needed after SLS 3D printing?
After an SLS build is finished, the parts aren't ready immediately. They first need to cool inside the powder bed. Then they are removed, cleaned, and in some cases finished further depending on the final application.
The post-processing stage is an important part of the overall SLS workflow because it affects both appearance and final usability.
Typical SLS post-processing steps include cooling. Parts need time to cool gradually inside the build chamber. This helps reduce the risk of warping or distortion.
Depowdering is the next step. Excess unsintered powder is removed from the parts. This reveals the final geometry.
Cleaning follows, where remaining powder is brushed, blasted, or otherwise cleaned away. This is especially important for internal features or complex parts.
Optional finishing may include dyeing for colour, media tumbling for a smoother finish, vapour smoothing for improved appearance, and machining or secondary operations if tighter features are needed.
This matters because SLS parts usually come out of the machine with a matte, slightly textured surface.
So if the part is mainly for functional testing, minimal finishing may be enough. But if it is customer-facing or intended for end use, extra post-processing such as vibro polishing or vapour smoothing can improve the look and feel significantly.
What are the advantages of SLS 3D printing?
SLS is one of the most capable polymer 3D printing technologies because it combines strong mechanical performance with excellent design freedom and efficient batch production.
SLS parts are often used for real functional testing, assembly checks, and in many cases even end-use applications.
Some of the main advantages are no support structures in most cases. This makes it easier to produce complex geometries and reduces design limitations.
Strong functional parts. SLS is well suited for engineering applications where the parts need to perform mechanically.
Excellent design freedom. It handles internal features, consolidated assemblies, and lightweight structures very well.
Efficient batch production. Multiple parts can be nested within one build, making the process efficient for low-volume runs.
Good material performance. Nylon materials offer a useful combination of strength, toughness, and wear resistance.
What are the disadvantages of SLS 3D printing?
SLS is a highly capable process, but it does come with a few trade-offs.
The first is surface finish. Compared with processes like SLA, SLS parts usually have a more grainy, matte, powder-based texture. For many engineering applications that's perfectly fine, but it may not be ideal if cosmetic appearance is the top priority.
SLS is typically more expensive than desktop FDM printing, both in terms of equipment and the process itself.
Some of the main limitations are a rougher surface finish than SLA, a higher cost than FDM, and the fact that post-processing is still required. Parts need cooling, depowdering, cleaning, and sometimes additional finishing.
In conclusion, what is SLS 3D printing and how does it work?
Selective Laser Sintering, or SLS, is a powder-based 3D printing process that uses a laser to fuse polymer powder layer by layer into strong and functional parts.
It usually doesn't need support structures. It enables highly complex geometries, and it works well for both prototyping and low-volume production.
If you found this helpful, like the video, subscribe, and let me know in the comments what manufacturing topic you'd like me to cover next.
See you in the next video.
Selective Laser Sintering, often shortened to SLS, is an industrial 3D printing technology used to produce strong, functional plastic parts. It is commonly used for functional prototypes, complex geometries, and low-volume production components.
SLS stands for Selective Laser Sintering. The process uses a laser to fuse powdered material together, layer by layer, until a complete 3D printed part is formed. It is part of a group of additive manufacturing technologies known as powder bed fusion.
SLS is especially popular in engineering and manufacturing because it can create durable, complex parts without the need for traditional support structures.
What Is SLS 3D Printing?
SLS 3D printing is a powder-based additive manufacturing process. It uses a high-powered laser to selectively fuse areas of polymer powder, usually nylon, into a solid part.
The term “selective” means that the laser only fuses the areas that are needed for the final part. “Sintering” means heating powder particles until they bond together, without fully melting them into a liquid.
In simple terms, SLS turns plastic powder into strong, detailed, functional parts with a high level of design freedom.
SLS is known for:
- Using a laser to fuse powdered material
- Building parts layer by layer
- Working mainly with nylon-based materials
- Producing durable, functional components
- Supporting complex geometries without typical support structures
Compared to other 3D printing technologies such as FDM or SLA, SLS is often chosen when strength, complexity, and engineering performance are the most important.
How Does SLS 3D Printing Work?
SLS 3D printing works by spreading a thin layer of polymer powder across a build platform. A laser then scans the shape of the part into the powder layer, fusing the required areas together. Once one layer is complete, the build platform lowers slightly, a new layer of powder is spread, and the process repeats.
This continues until the full 3D printed part is complete.
The SLS process typically follows these steps:
- A thin layer of polymer powder is spread across the build area.
- The powder bed is heated to just below the material’s melting point.
- A laser scans the cross-section of the part and fuses the required areas.
- The build platform lowers slightly.
- A fresh layer of powder is spread over the previous layer.
- The process repeats until the full part is built.
After printing, the full build needs to cool before the parts can be removed from the powder bed. The parts are then cleaned to remove any remaining unsintered powder.
One of the most important benefits of SLS is that the loose powder surrounding the part acts as a natural support material during printing. This means SLS usually does not need separate support structures.
Because of this, SLS is well suited for complex features such as:
- Internal channels
- Lattice structures
- Snap fits
- Living hinges
- Nested or interlocking parts
This combination of complexity, strength, and production efficiency is one significant reason as to why SLS is so widely used in professional manufacturing.
What Materials Are Used in SLS 3D Printing?
The most common SLS 3D printing materials are nylon powders, typically PA 12 and PA 11. There are also flexible and filled materials available for applications that require specific properties such as elasticity, stiffness, or higher impact resistance.
PA 12 / Nylon 12
PA 12, also known as Nylon 12, is one of the most widely used SLS materials. It provides a strong balance of mechanical strength, detail, dimensional stability, and reliability.
PA 12 is often a good choice for general-purpose functional parts, prototypes, housings, brackets, fixtures, and low-volume production components.
PA 11 / Nylon 11
PA 11, or Nylon 11, is often selected when a part requires more ductility and toughness compared to PA 12. It is useful for applications where impact resistance, flexibility, or repeated movement are important.
PA 11 can be a good choice for clips, hinges, snap-fit features, and impact-resistant components.
TPU
TPU is a flexible, rubber-like material used in SLS when elasticity is important. It is suitable for parts that need to bend, compress, absorb impact, or provide a softer feel.
Common TPU applications include seals, grips, gaskets, cushioning features, and protective components.
Glass-Filled Nylon
Glass-filled nylon materials are used when a part needs higher stiffness and improved dimensional stability. These materials are often selected for more rigid engineering applications.
What Is the Best Material for SLS 3D Printing?
The best material for SLS 3D printing depends on the application and the performance requirements of the part.
As a simple rule of thumb:
- Choose PA 12 for balanced, general-purpose performance.
- Choose PA 11 when toughness and flexibility are more of a priority.
- Choose TPU when the part needs elasticity or a softer feel.
- Choose filled nylon materials when stiffness and dimensional stability are the priority.
The right SLS material depends on what the part needs to do, how it will be used, and which mechanical properties matter most.
What Post-Processing Is Needed After SLS 3D Printing?
After an SLS build is finished, the parts will not be ready immediately. They need to cool inside the powder bed first. After cooling, the parts are removed, cleaned, and sometimes finished further depending on the final application.
Post-processing is an important part of the SLS workflow because it affects the appearance, feel, and usability of the final part.
Typical SLS post-processing steps include:
Cooling
SLS parts need time to cool gradually inside the build chamber. Controlled cooling helps reduce the risk of warping or distortion.
Depowdering
Once cooled, the parts are removed from the powder bed. Excess unsintered powder is removed to reveal the final geometry.
Cleaning
Remaining powder is brushed, blasted, or otherwise cleaned away. This step is especially important for parts with internal features, fine details, or complex geometries.
Optional Finishing
Depending on the application, additional finishing may be used. This can include dyeing for colour, media tumbling for a smoother surface, vapour smoothing for improved appearance, or machining for tighter features.
SLS parts typically come out of the machine with a matte, slightly textured surface. For functional testing, minimal finishing may be sufficient. For customer-facing or end-use parts, additional finishing such as vibro polishing or vapour smoothing can significantly improve the look and feel.
What Are the Advantages of SLS 3D Printing?
SLS is one of the most capable polymer 3D printing technologies because it combines strong mechanical performance, excellent design freedom, and efficient batch production.
The main advantages of SLS 3D printing include:
No Support Structures in Most Cases
Because the surrounding powder supports the part during printing, SLS usually does not need separate support structures. This makes it easier to create complex geometries and reduces many design restrictions.
Strong, Functional Parts
SLS is well suited to engineering applications where parts need to perform mechanically. SLS parts are often used for functional testing, assembly checks, and end-use applications.
Excellent Design Freedom
SLS can produce internal features, lightweight structures, lattice geometries, consolidated assemblies, and interlocking components that would be difficult or impossible to manufacture with some other processes.
Efficient Batch Production
Multiple parts can be nested in a single build, making SLS efficient for low-volume production runs and batches of functional components.
Good Material Performance
Nylon materials used in SLS offer a useful combination of strength, toughness, wear resistance, and durability.
What Are the Disadvantages of SLS 3D Printing?
SLS is a highly capable process, but it does have some limitations.
The main disadvantages of SLS 3D printing include:
Rougher Surface Finish Than SLA
SLS parts usually have a grainy, matte, powder-based texture straight out of the machine. This is acceptable for many engineering applications, but it may not be ideal when cosmetic appearance is the top priority.
Post-Processing Is Required
SLS parts need cooling, depowdering, cleaning, and sometimes additional finishing before they are ready for use.
Design for Process Still Matters
Although SLS offers a high level of design freedom, parts still need to be designed with the process in mind. Poorly designed parts can experience warping, dimensional variation, or cleaning challenges.
When Should You Use SLS 3D Printing?
SLS is a strong choice when you need functional plastic parts with solid mechanical performance and complex geometry. It is especially useful for engineering prototypes, low-volume production parts, assembly components, and parts that need to be tested under real-world conditions.
SLS is the ideal choice when you need:
- Strong plastic parts
- Complex geometries
- Functional prototypes
- Low-volume production
- Parts without support marks
- Internal channels or lattice structures
- Durable nylon components
If the priority is a very smooth cosmetic finish, SLA may be more suitable. If the priority is very low-cost basic prototyping, FDM may be a better fit. But when strength, complexity, and engineering performance are important, SLS is often one of the best of the polymer 3D printing options.
Selective Laser Sintering, or SLS, is a powder-based 3D printing process that uses a laser to fuse polymer powder layer by layer into strong, functional parts.
What makes SLS unique is that it typically does not need support structures, enables highly complex geometries, and works well for both prototyping and low-volume production.
For engineers and product developers evaluating additive manufacturing technologies, SLS is one of the most powerful options for production-grade plastic parts.
|