





![]() Key Takeaways
Key Takeaways
- Notches and tabs provide space for tools and aid in assembly
- Notches should have a width of at least 0.040 in. or the material thickness, whichever is greater, and a depth limited to 5x its width
- Tabs should be at least twice the material thickness or 0.125 in. wide (whichever is greater) and no more than 5x its width for structural integrity
Notches and tabs are two of the most common features found in precision sheet metal parts, and it’s easy to see why. These features give you space so you can get tools into an area. Also, they help avoid space conflicts between parts or features, especially when incorporating parts together in an assembly. Slots, too, are important sheet metal features. Beyond the functional, they can provide decorative elements to your sheet metal parts and allow for ventilation, when properly placed.

Dimensional Rules for Notches
Here are two easy-to-apply design criteria for notches. First, width should be at least .040 in. (1.016mm) or at least the material thickness, whichever is greater. Second, notch depth should be no deeper than 5x its width, depending on its purpose. For instance, if a notch is a standalone feature and isn’t part of a series of successive notches (see notch 3 in figure below), then the depth is not limited.
Dimensional Rules for Tabs
One fundamental rule is that tabs (and notches) should be at least twice the material thickness of your sheet metal or .125 in. (3.175mm) wide, whichever is greater, and no more than 5x its width. Although there are exceptions to these guidelines, if you can maintain these basic dimensions, you’re ensuring strong tabs and structurally sound notches. When tabs exceed 5x width, their strength is sacrificed, and you may end up with unwanted flexibility and deformation.

Why Should I Use Notches or Tabs?
These features can be useful for locating parts in an assembly, much like slots can. A tab on an interior part simply slides into a notch on a chassis or box. Doing that can help more precisely locate the part before riveting, or even welding, in places where location and strength are more important than aesthetics. Tabs can mate with slots to align for welding or create a weld-free enclosure that is easy to assemble. Support your fabricator by designing these features into your part to make processing and assembly a breeze. Doing what you can on the front end will help ensure we can get you a quality part on the back end. Keep in mind, if you are designing notches and tabs that mate with each other longer features may be challenging to mate together, particularly if numerous notches and tabs are used. Consider using the shortest possible tabs to achieve your design. This will go far to support assembly/welding operations.
Strategies for Limited Space in Sheet Metal Assemblies
With assemblies becoming smaller in size, the need to notch flanges near screws, nuts, or electronics has become almost inevitable. Still, it’s important to balance the need for space with the structural strength of the part. Following the basic criteria listed above as much as possible will ensure strength and structural integrity.
In some situations, you can use bent tabs in tandem with spot welding or riveting to place a part without the need for a longer flange or fillet welding. Bear in mind, when mating something against a formed tab, the mating part will not be able to occupy the same space as the bend radius. Plan for the mating part to leave space for the bend radius of the formed tabs. These bent tabs would still need to follow the general rule that the tab’s length should exceed 4x material thickness for easy forming.
Working with Slots
Slots are rectilinear holes feature found on many sheet metal components. They serve many purposes: They can be handles, clearance for other components or fixturing, or as a feature to reduce weight. Slots are generally safe features but can be problematic in a couple of circumstances. Follow these rules to avoid the two most common pitfalls when designing slots.
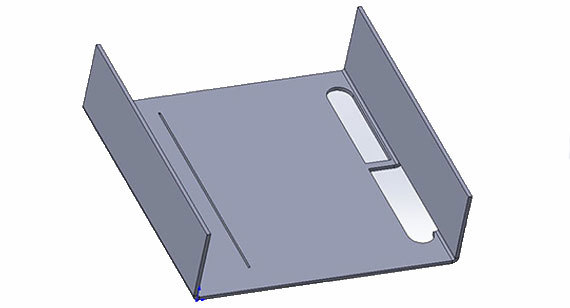
Slots are a challenge when they approach the bend. When forming a part on a pressbrake there is a punch and a die. The part rests on the die and the punch comes down to force the part into the bottom die. The shape of the opening on the bottom die is a V. This is important because the material must contact both sides of the V to come around. When that contact is not present, we see deformation at best, and at worst we can’t form the part at all. The slot must be at least 4x material thickness away from the bend to ensure there is enough material to cross the V. One workaround here is to cut the slot through the bend, eliminating the need to leave material to come around. In the example in the related image, the top slot will deform badly, the bottom slot will not.
Narrow slots, like the slot on the left, can also be a problem. When the width of the slot is less than material thickness, we tend to run into cut quality issues. The slot in the example here is 1/2 material thickness and could be blown out by the laser-cutter making it impossible to hold tolerances and produce a quality part. Model your slots to be at least material thickness in width to help reduce the chance for problems on the laser.
For more helpful sheet metal design tips, download our Design for Manufacturing (DFM) Guide.

