





Threading: Standard Holes
UNC, UNF, and metric threads are available for standard holes on both milled and turned parts.
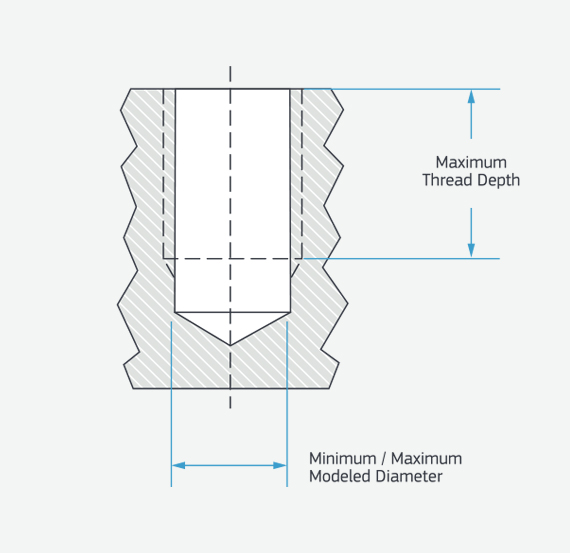
| UNC threads | Minimum modeled diameter (in.) | Maximum modeled diameter (in.) | Maximum thread depth (in.)* |
|---|---|---|---|
| 1-64 | 0.056 | 0.062 | 0.1825 |
| 2-56 | 0.067 | 0.074 | 0.200 |
| 3-48 | 0.076 | 0.084 | 0.200 |
| 4-40 | 0.085 | 0.094 | 0.300 |
| 5-40 | 0.098 | 0.104 | 0.300 |
| 6-32 | 0.105 | 0.114 | 0.400 |
| 8-32 | 0.130 | 0.139 | 0.400 |
| 10-24 | 0.145 | 0.156 | 0.600 |
| 12-24 | 0.171 | 0.181 | 0.600 |
| 1/4-20 | 0.196 | 0.207 | 0.650 |
| 5/16-18 | 0.252 | 0.265 | 0.650 |
| 3/8-16 | 0.307 | 0.321 | 1.000 |
| 7/16-14 | 0.360 | 0.376 | 1.000 |
| 1/2-13 | 0.417 | 0.434 | 1.200 |
| 9/16-12 | 0.470 | 0.490 | 1.40625 |
| 5/8-11 | 0.527 | 0.546 | 1.5625 |
| 3/4-10 | 0.642 | 0.663 | 1.875 |
| 7/8-9 | 0.755 | 0.778 | 2.1875 |
*Obstruction by other features of your part, lead-in treatments, or fixturing requirements may reduce the maximum depth of threads.
** Threads in blue are available through advanced options and require a 2D drawing at time of upload. These advanced options could add additional time for our team of engineers to review your quote.
| UNF threads | Minimum modeled diameter (in.) | Maximum modeled diameter (in.) | Maximum thread depth (in.)* |
|---|---|---|---|
| 0-80 | 0.0465 | 0.0514 | 0.15 |
| 1-72 | 0.058 | 0.0635 | 0.1825 |
| 2-64 | 0.069 | 0.075 | 0.200 |
| 3-56 | 0.080 | 0.084 | 0.200 |
| 4-48 | 0.087 | 0.098 | 0.300 |
| 5-44 | 0.100 | 0.104 | 0.300 |
| 6-40 | 0.111 | 0.119 | 0.400 |
| 8-36 | 0.134 | 0.142 | 0.400 |
| 10-32 | 0.156 | 0.164 | 0.600 |
| 12-28 | 0.177 | 0.186 | 0.600 |
| 1/4-28 | 0.211 | 0.220 | 0.650 |
| 5/16-24 | 0.267 | 0.277 | 0.650 |
| 3/8-24 | 0.330 | 0.340 | 1.000 |
| 7/16-20 | 0.383 | 0.395 | 1.000 |
| 1/2-20 | 0.446 | 0.457 | 1.200 |
| 9/16-18 | 0.502 | 0.515 | 1.40625 |
| 5/8-18 | 0.565 | 0.578 | 1.5625 |
| 3/4-16 | 0.682 | 0.696 | 1.875 |
| 7/8-14 | 0.798 | 0.814 | 2.1875 |
*Obstruction by other features of your part, lead-in treatments, or fixturing requirements may reduce the maximum depth of threads.
** Threads in blue are available through advanced options and require a 2D drawing at time of upload. These advanced options could add additional time for our team of engineers to review your quote.
** Threads in blue are available through advanced options and require a 2D drawing at time of upload. These advanced options could add additional time for our team of engineers to review your quote.
| Metric threads | Minimum modeled diameter (mm) | Maximum modeled diameter (mm) | Maximum thread depth (mm)* |
|---|---|---|---|
| M1.6 x 0.35** | 1.22 | 1.32 | 3 |
| M2 x 0.4 | 1.57 | 1.68 | 5.08 |
| M2.5 x 0.45 | 2.01 | 2.14 |
5.08 |
| M3 x 0.5 | 2.46 | 2.60 | 7.62 |
| M3.5 x 0.6 | 2.85 | 3.01 | 10.16 |
| M4 x 0.7 | 3.24 | 3.42 | 10.16 |
| M5 x 0.8 | 4.14 | 4.33 | 15.24 |
| M6 x 1.0 | 4.92 | 5.15 |
16.51 |
| M7 x 1.0 | 5.917 | 6.147 |
17.50 |
| M8 x 1.25 | 6.65 | 6.91 | 16.51 |
| M10 x 1.5 | 8.38 | 8.68 | 25.40 |
| M12 x 1.75 | 10.00 | 10.44 | 25.40 |
| M12 x 1.5 | 10.376 | 10.676 | 25.40 |
| M14 x 2.0 | 11.835 | 12.21 | 35.56 |
| M16 x 2.0 | 13.835 | 14.21 | 40.64 |
| M18 x 2.5 | 16.376 | 16.676 | 45.72 |
| M20 x 2.5 | 17.294 | 17.744 | 50.80 |
*Obstruction by other features of your part, lead-in treatments, or fixturing requirements may reduce the maximum depth of threads.
**Aluminum Only
*** Threads in blue are available through advanced options and require a 2D drawing at time of upload. These advanced options could add additional time for our team of engineers to review your quote.
| Special threads | Minimum modeled diameter (in.) | Maximum modeled diameter (in.) | Maximum thread depth (in.)* |
|---|---|---|---|
| 1/4-48 UNS 3B | 0.228 | 0.232 | 0.62500 |
| 1 5/16-12 UN 3B | 1.847 | 1.857 | 3.28125 |
| 9/16-18 UNF 3B | 0.502 | 0.511 | 1.40625 |
| 1/2-20 UNJF 3B | 0.451 | 0.459 | 1.25000 |
| 5/16-24 UNJF 3B | 0.272 | 0.280 | 0.78125 |
| 3/8-24 UNJF 3B | 0.334 | 0.342 | 0.93750 |
| 7/16-20 UNJF 3B | 0.389 | 0.397 | 1.09375 |
| 5/8-18 UNJF 3B | 0.571 | 0.579 | 1.56250 |
| 3/4-16 UNJF 3B | 0.689 | 0.698 | 1.87500 |
| 7/8-14 UNJF 3B | 0.806 | 0.815 | 2.18750 |
| 13/16-16 UNJ 3B | 0.752 | 0.760 | 2.03125 |
| 1-12 UNJF 3B | 0.919 | 0.929 | 2.50000 |
| 1 1/16-12 UNJ 3B | 0.972 | 0.9913 | 2.65625 |
| 1 1/4-12 UNF-3B | 1.16 | 1.17 | 3.12500 |
*Obstruction by other features of your part, lead-in treatments, or fixturing requirements may reduce the maximum depth of threads.
** Threads in blue are available through advanced options and require a 2D drawing at time of upload. These advanced options could add additional time for our team of engineers to review your quote.
NPT Threads
Currently only available for parts in aluminum, copper, and brass
| Internal NPT Thread | Min Modeled Pilot Dia (in.) | Max Modeled Pilot Dia (in.) | Nominal Modeled Pilot Dia (in.) | Min Pilot Depth (in.)(Through Hole) |
MIN Pilot Depth (in.) (Blind Hole) |
Threaded Depth (in.) (Through/Blind Hole) |
|---|---|---|---|---|---|---|
| Straight Cylinder | ||||||
| 1/16 x 27 | 0.2343 | 0.2494 | 0.2421 | 0.389 | 0.419 | 0.389 |
| 1/8 x 27 | 0.3268 | 0.3417 | 0.3346 | |||
| 1/4 x 18 | 0.4232 | 0.4448 | 0.4331 | 0.582 | 0.621 | 0.582 |
| 3/8 x 18 | 0.5571 | 0.5794 | 0.5669 | |||
| 1/2 x 14 | 0.6870 | 0.7165 | 0.7008 | 0.748 | 0.795 | 0.748 |
| 3/4 x 14 | 0.8976 | 0.9257 | 0.9114 | |||
| 1 x 11-1/2 | 1.1280 | 1.1625 | 1.1437 | 0.911 | 0.966 | 0.911 |
| 1-1/4 x 11-1/2 | 1.4705 | 1.5060 | 1.4882 | |||
| 1-1/2 x 11-1/2 | 1.7106 | 1.7450 | 1.7264 | |||
| 2 x 11-1/2 | 2.1831 | 2.2174 | 2.1988 | |||